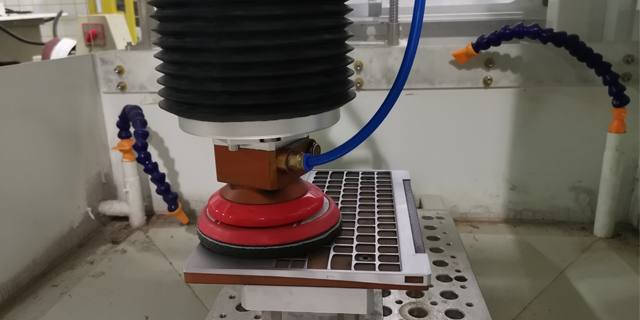
工件表面的毛刺、颗粒,不仅很不美观,而且也影响其使用质量。传统的方式是采取人工打磨的方式进行打磨,可以消除表面的毛刺、颗粒等问题,这不仅劳动强度大,而且人工打磨不能均匀的打磨铸件的表面,一旦操作不当还会出现磨毁工件的情况。现有采用砂轮机进行打磨,但是这种机器在运转过程中噪声大,振动厉害,运转不稳定。打磨现场的噪声和粉尘污染对工人的伤害特别大。此外,大批量产品和产品换线频繁的打磨作业,对人工打磨的熟练程度、以及打磨成本效率提出了更为苛刻的要求。大儒科技的力控系统可以实现直线、圆弧、复杂曲线等路径打磨加工,力控系统还可以存储多种不同工件打磨信息,包括路径、转速、工具等工艺数据,更换产品只需要更换不同的治具和选择对应的程序,大幅提高了设备换型效率。与力控系统一起还可以配置模块化打磨工站,打磨系统的除尘设计,将打磨作业的上料、打磨、吹气、喷淋、排屑、下料等工序置于一个固定空间,净化工厂环境,有效减少职业病与人身安全等问题的发生率。 力控系统前端可搭载多种工具,如气磨机、电动磨机、电主轴等,适用于不同的应用场景。浙江机器人**力控系统

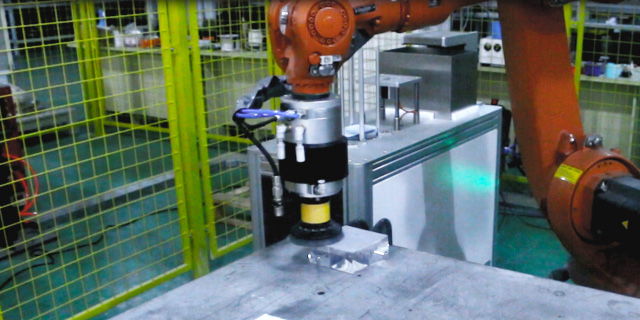
机器人和加工中心自动浮动去毛刺的特点:1、避免了手工打磨去毛刺的费时费力,自动化程度高,同时节省了大量人工成本,减小了手工操作失误导致零件的不合格率;2、力控系统保证恒力顺随浮动加工,可以360度任意角度浮动;3、驱动方式以下3种可选:》去毛刺打磨主轴由压缩空气提供动力(MAX7BAR),用于机器手或加工中心;》打磨抛光大功率时采用伺服电主轴(2-12kw),用于机器人;》由机床主轴驱动,主要用于加工中心;4、可以安装在机器手上或加工中心上;1.应用范围:打磨铸铁件、飞边、去毛刺、抛光、披风和冒口,铝合金件去毛刺、倒角。2.产品优势1)打磨轨迹精度高,可实现空间自由曲面打磨,可直接打磨到**终尺寸,取消后续机加工序。2)打磨过程中砂轮基本没有损耗,只产生铸铁碎屑,与传统树脂砂轮打磨相比可视为无尘加工,绿色环保。3)自主研发的砂轮,耐磨性强,寿命长,可连续工作1000小时以上。4)动力主轴具有“浮动”功能,可适应铸件误差,以及铸造过程中产生的飞边、毛刺等以避免损伤铸件本体。5)自适应控制。根据磨削力、转速、浮动量等反馈信息作出自适应控制决策,通过网络与机器人系统交互,优化进给速度。6)离线编程。铸件品种繁多。直销力控系统操作简单力控系统可以实现打磨压力恒定,且可实时调节,响应迅速。
冲压件力控系统打磨案例:冲压件打磨拉丝项目背景:1、对碳钢冲压件的表面进行打磨,打磨后表面光滑均匀,然后进行拉丝,拉丝纹整齐美观。2、力控系统打磨,打磨的压力实时恒定调节,打磨夹具重量自动补偿。打磨系统操作简单、安全可靠、成本投入少。3、所有接口及程序必须符合客户标准。大儒科技的力控打磨系统解决方案:该方案集成了力控系统、工业机器人及产品治具固定台、模块化打磨工站、自动更换砂纸机台、料车。力控系统实时控制打磨力,使得打磨力可量化,只需要机器人系统执行路径,实现了柔性控制打磨过程,瞬时调整了工件公差和细小的位置偏移,保持恒定的打磨力,保证打磨效果的一致性。力控系统降低了机器人调试人员的要求,机器人只需要按照示教轨迹运动,恒力控制功能由力控系统量化调整,调试人员*需输入所需要的力值,即实现恒力打磨的功能。运用力控系统进行冲压件表面打磨拉丝方案的流程是:首先人工将物料车上的产品放入打磨机台内的治具盘上→将打磨机台操作门关上,按下启动按钮;→机器人按照产品进行打磨路径;→打磨一定数量后机器人将打磨机上的砂纸在换砂纸机构上自动更换;→打磨完成后机器人停止工作,顶部三色灯会闪烁显示。
经济型恒力打磨系统:在以往的机器人自动化打磨应用中往往需要使用价格高昂的浮动打磨设备才能对有误差工件的表面进行高精度恒力打磨,厦门协耀贸易紧贴市场针对用户需求推出经济型机器人恒力打磨方案,相比以往传统方案能较大降低成本,同时能保持有效,高精度打磨.此应用适合有尺寸误差的曲面以及平面打磨以及有误差的自动化装配使用.经济型恒力打磨系统案例见图示一和图示二功能说明:图示一为正常情况下打磨设备可以沿工件的表面进行加工.在打磨表面为曲面的情况下机器人可以保持恒定的下压力施加于工件的表面进行有效恒力打磨.经济型恒力打磨系统图示二为人为调低工件水平位置以实现工件表面与图一产生误差,在有误差情况下打磨机按照原定图一的轨迹进行作动时将会自动感知并作出补偿动作,使得打磨机以设定的力量对工件进行恒力打磨,并实现与图一加工过程中工件无尺寸误差情况下一样的打磨力量和效果.经济型恒力打磨系统详细细节请咨询我司机工部产品经理.同时我司将为广大客户提供更多实惠产品.耀精机专业为广大用户提供经济实惠性价比高的:机器人浮动去毛刺机构。力控系统支持打磨抛光工艺简化,检测、打磨抛光效率自主优化和磨料损耗自动监测。

同时采用分次打磨的方法,结合视觉传感器对每一次打磨量进行检测,并根据检测量对下一次打磨位姿及打磨深度进行修正。通过视觉传感器采集工件位置、尺寸及形状信息,经过处理生成stl模型,将stl模型导入进行离线规划模块生成打磨位姿,由于机器人定位精度较低,不能满足打磨误差,因此采用激光跟踪仪对离线规划的位姿进行修正;并且通过分次打磨,每次打磨后使用视觉传感器检测打磨深度,并根据上次打磨深度误差修正下一次的打磨位姿及打磨深度。通过视觉传感器进行整个工件打磨误差计算,判断产品是否符合规格。采用上述的方案后,通过激光跟踪仪修正初始打磨位姿,并通过视觉传感器检测每一次打磨深度并修正下一次的打磨位姿及打磨深度,既解决了人工示教造成的耗时长、效率低问题,又通过激光跟踪仪结合视觉传感器进行位姿修正提高了打磨精度,打磨精度可达。上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。大儒科技研发的力控系统,使有较大变形量的焊接件可以真正实现自动化打磨抛光,解放人工。直销力控系统型号
机器人**的力控系统所具有的恒力打磨成为实现企业效率高自动化打磨的重要问题。浙江机器人**力控系统
随着人口红利的衰减,越来越多的工厂采用机器人自动打磨抛光技术,通常是用机器人直接夹持打磨机,根据产品表面特征编辑机器人运行路径,来实现产品表面的打磨过程,被打磨产品的表面尺寸公差略大,或更换工件后的相对位置略有偏移,打磨的效果就会有明显的差异,造成良率大幅波动;而且对于一些尺寸公差较大的产品,如一些钣金件、注塑件等,无法实现批量的自动化打磨抛光。力控系统的柔性控制,可以控制打磨机随着表面的相对尺寸差异适时调整,并保持施加于接触面的力恒定,部分弥补了上面这些不足;但采用力控系统打磨抛光同样解决不了一个常规问题,就是打磨时的压力大小对打磨机的转速影响很大,在采用相同打磨耗材的情况下,随着压力增大,转速会衰减变小,压力越大转速衰减的越厉害,对于部分表面要求高的产品,打磨机转速的波动,导致表面粗糙度的均匀性还是不够稳定,产品良率不高且会影响到后道的表面处理,造成更大的损失,为此,大儒科技自主研发力控系统,以此帮助企业适应工艺发展及需求。 浙江机器人**力控系统
大儒科技(苏州)有限公司创立于2020-01-21,是一家服务型公司。公司业务涵盖[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ]等,价格合理,品质有保证。公司将不断增强企业核心竞争力,努力学习行业先进知识,遵守行业规范,植根于机械及行业设备行业的发展。公司自成立以来发展迅速,业务不断发展壮大,年营业额度达到300-500万元,未来我们将不断进行创新和改进,让企业发展再上新高。