打磨抛光行业由于工作量大,存在职业伤害,人工成本不断提高等因素影响,对机器人的需求逐年增加。但这个领域对机器人应用的技术门槛及工艺门槛要求较高,对相关周边设备的配套要求也很高。目前市面上没有使用力控系统的打磨抛光技术难点有:1.对于类似水龙头等异形复杂面的打磨抛光工艺来说,外形曲面,曲线比较复杂,要求机器人能完成高精度要求的数千点打磨轨迹,这对机器人编程技术提出了很高的要求。有些企业通过离线模拟仿真记忆在线调试配合来完成,但是这需要机器人配置功能强大的离线仿真软件系统,企业面临很大的成本压力。而对打磨工艺的经验和李杰,也会直接影响到机器人编程的效果,从而影响到工件打磨后的产品质量。2.磨料会随着持续使用而逐渐磨损,因此需要机器人能通过记录或加装力矩检测传感器的方式来实时检测磨料的磨损数据,从而适时调整打磨轨迹,保证打磨质量。这一技术点被称为压力补偿,速度补偿是常见的技术实现方式,但这都需要做相应的硬件配置及软件开发来完成。3、磨机设计制造及组合方式、上下料机构以及工艺布局等都是影响机器人打磨精度、效率及系统稳定性的重要因素。综上几点,可以说,没有深厚的打磨行业工艺经验和技术积累。 力控系统支持打磨抛光工艺简化,检测、打磨抛光效率自主优化和磨料损耗自动监测。四川直销力控系统
传统工业机器人通过准确的位置控制,按照机器人控制系统规划的路径在空间中运动,完成传统搬运、检测、喷涂、上下料等作业。随着工业自动化进程的加快,机器人涉足的工业应用领域越来越多,在面对需要与环境进行交互作用的应用场景时,机器人单纯的位置控制便显示出了应用的局限性。大儒科技凭借多年的自动化打磨方案经验对恒力打磨进行研发,为企业提供高精度、高柔性的力控系统,帮助企业解决柔性打磨的需求。力控系统的柔性控制,是打磨机器人进化的方向。在工业制造领域,随着工业品工艺标准的提升,越来越多的制造工艺*靠工业机器人传统的位置控制难以胜任。在一致性较差的复杂曲面的工件打磨应用上,传统的位置控制方式刚性大,很可能因工件的位置误差引起机器人系统瞬间过载,造成工件或机器人的不可逆转损坏。大多数金属工件在通过焊接、铸造等基础加工工序成型后,还需进行打磨抛光、去毛刺等精细化磨抛工序才能达到验收的合格标准。打磨过程中产生的大量弥漫性粉尘、腐蚀性切屑液及嘈杂的噪音很容易导致产生打磨操作人员各类职业病伤害的安全问题。同时人工打磨也面临生产效率低、产品精度差及产品成型的一致性差等问题,使得无法真正实现批量生产。 江苏快速响应力控系统 大儒科技力控系统目前有多个型号,适合不同打磨、抛光工作场景。

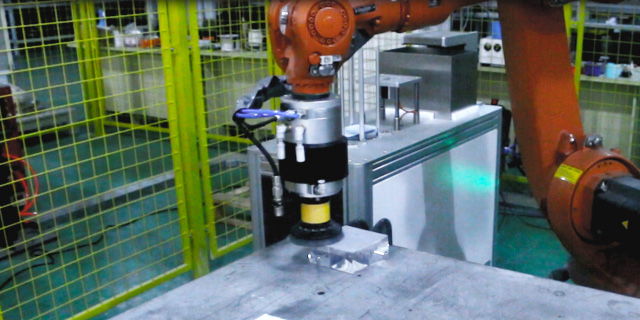
大儒科技的力控系统应用:力控系统可应用于各品牌机器人在三维空间内,实现在各种角度对产品都能保持恒定的力进行抛光、打磨工作,从而保证了产品表面受力的均匀度,达到产品的理想效果。力控系统的功能:1.不受角度与分力的影响:可针对在三维空间任何角度的产品进行抛光、打磨工作。2.柔性控制:力控系统在瞬间接触产品及运行过程中采用柔性浮动的控制方式。3.快速响应:力控系统在瞬间受力和失力的状态下,只要在力控的浮动范围内将迅速调整到设定力。4.降低示教精度要求:只需示教在力控系统浮动机构范围内即可,从而减少了机器人示教工作的时间,提高生产效率。5.多段力控功能:产品在打磨过程中,由于产品受力面积的不同从而导致产品所需的受力就不同。此功能可以根据机器人示教的路径来设定每条路径所需的力。6.配方功能:力控系统提供了配方功能,**多可保存255个配方,根据产品可随时调用。
3)工控机根据获取的激光跟踪仪的数据信息,判断是否机器人满足定位要求,如果满足,则完成此点的机器人定位,继续向机器人发送下一个点位信息进行修正;若没有满足,则上位机将偏差再次发送给机器人,让机器人再次走位,直至完成定位满足要求。7、修正好所有打磨位姿后,根据修正后的n个位姿进行打磨单次打磨深度d(mm)。8、过量或余量检测(1)视觉传感器再次采集打磨后的工件数据,将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;(2)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l(mm);因此该位置打磨过量或余量为d-l(mm);(3)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;(4)重复(1)(2)(3)步骤,完成所需打磨总量d*t(mm)。9、误差检测打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t(mm);计算所有位置打磨误差平均值;采用激光跟踪仪在线修正离线规划的打磨位姿,避免机器人使用定位精度。大儒科技的力控系统就是为打磨抛光而研发,没有冗余功能。

大儒科技力控系统目前有多个型号,适合不同打磨、抛光工作场景。力控系统柔性控制打磨过程,可根据工件公差和细微的位置偏移瞬间调整,保持力的大小在设定范围内,保证了表面效果的一致性。与机器人的完美融合,可以明显降低调试门槛,机器人只需控制打磨路径,力控系统控制打磨力,使打磨力可量化,对部分公差或形变较大的钣金、冲压、塑胶件等,仍可保证效果一致,量产可实现性高。力控系统适合不同的打磨、抛光工作场景,特别适合曲面、弧角、箱体平面等其他设备无法实现的工件环境。我们的竞争对手主要是奥地利ACF和美国的ATI,奥地利的ACF是通用性的设计,打磨抛光应用只是其功能的一部分,ATI事实上就是力传感器,不算力控系统,大儒科技的力控系统就是为打磨抛光而研发,没有冗余功能;ACF和大儒科技的力控系统在打磨抛光方面的性能相当,ACF软件应用多,操作复杂,大儒的力控系统操作简单;ATI在打磨抛光方面的性能稍弱。 力控打磨,打磨力和实时调节,打磨夹具重量自动补偿。设备可靠、安全、易用。恒力力控系统产品使用误区
力控系统的柔性控制,是打磨机器人进化的方向。四川直销力控系统
一种机器人抛光打磨系统程序复用的标定装置及方法,该装置包括上轮安装套、上轮安装板、标定板、调节杆、下轮安装套、下轮安装板和调节锁紧件;使用该标定装置的机器人抛光打磨系统程序复用的标定方法,步骤包括:在经过标定后,分别获得源打磨系统和新打磨系统的标定特征点相对于各自打磨系统中机器人基坐标系下的坐标值,通过公式计算生成相应的程序,并装载到机器人系统中。本发明提出一种机器人抛光打磨系统程序复用的标定装置及方法。本标定装置结构简单,易于在工业上推广,其标定方法配合工业机器人的基本功能,建立了相应的转换算法,较大降低对多个系统间的设备安装位置要求,增加系统间的程序共享的柔性。一种机器人抛光打磨系统程序复用的标定装置,其特征在于,包括上轮安装套、上轮安装板、标定板、调节杆、下轮安装套、下轮安装板和调节锁紧件;所述上轮安装套安装于所述上轮安装板的中间;所述标定板垂直于所述上轮安装套;所述上轮安装板两端设有所述调节锁紧件;所述调节杆的一端设有长孔,所述调节锁紧件穿过所述长孔,则可使所述标定板绕所述上轮安装套的轴旋转,锁紧所述调节锁紧件则可固定所述标定板;所述调节杆的另一端安装于所述下轮安装板。四川直销力控系统
大儒科技(苏州)有限公司致力于机械及行业设备,以科技创新实现***管理的追求。公司自2020-01-21成立以来,投身于[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ],是机械及行业设备的主力军。依托效率源扎实的技术积累、完善的产品体系、深厚的行业基础,目前拥有员工数5~10人,年营业额达到300-500万元。大儒科技始终关注自身,在风云变化的时代,我们对自身的建设毫不懈怠,高度的专注与执着使我们在行业的从容而自信。


