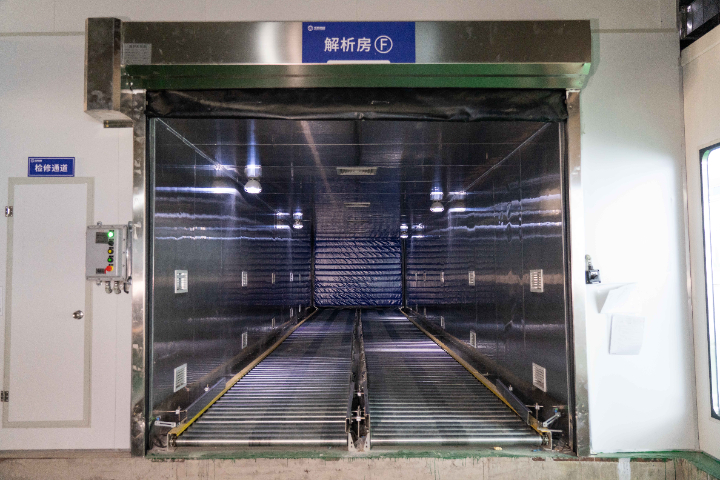
解析房布局按照工艺流程与操作习惯进行科学划分,合理设置解析区、放置区、合格区、通道、设备间等功能区域,有效提高空间利用率与作业规范性。合理布局能够避免物品混乱堆放、人流物流交叉、操作不便等问题,使整个解析流程顺畅高效。区域之间通过标识、隔断、压差等方式区分,互不干扰,便于质量管控与现场管理。通道宽度适中,方便推车、人员通行与操作;设备区独自设置,便于维护检修,不占用解析空间;物品放置区预留合理间隙,保证气流循环通畅。布局同时考虑安全疏散、消防、清洁消毒等要求,符合车间安全规范。科学布局可提高空间利用率,在有限面积内实现处理能力,减少无效走动与重复操作。解析房合理布局是提升作业效率、保证产品质量、实现规范化管理的重要基础。解析房通风系统保证足够换气次数,加速残留气体释放与排出。食品解析房注意事项

智能解析房搭载自动化控制系统,可自动调控室内温湿度、压差、换气次数与运行时间,实现解析全过程智能化、无人化管理。系统通过高精度传感器实时采集环境参数,与设定值自动对比并调节空调、风机、风阀等设备,确保环境始终保持在状态。用户可根据物品类型、包装、材质等需求,预设多组解析程序,一键调用,无需人工反复调节。智能系统具备数据自动记录、存储、查询、打印功能,运行参数、故障信息、操作日志长期保存,满足质量追溯与监管审核要求。当出现温湿度超标、压差异常、风机故障等情况时,系统立即声光报警,并在屏幕上显示故障位置与处理建议,便于快速排查。部分智能解析房支持远程监控功能,管理人员可通过电脑或手机实时查看室内状态,实现远程监管。智能控制模式减少人工干预,降低操作误差,提高解析效率与稳定性,为企业现代化、数字化生产提供有力支持。防爆解析房优势特点解析房布局合理划分功能区域,提高空间利用率与作业规范性。

模块化解析房采用工厂预制、现场拼接的模块化结构,具有施工速度快、质量稳定、便于扩展迁移等优势,适合各类场地快速建设使用。模块在工厂内完成墙面、吊顶、地面、管线、设备基础的标准化生产,质量可控,精度高,避免现场施工带来的误差与污染。运抵现场后只需进行拼接组装、设备安装与系统调试,大幅缩短建设周期,减少对企业正常生产的影响。模块化解析房可根据产能与场地需求灵活扩展,后期增加处理量时只需增加相应模块,无需整体重建。结构坚固、密封性好、保温隔热性能优良,长期使用稳定可靠。内部空间与设备布局可提前规划,实现气流与操作流程。模块化建设方式节约材料、减少浪费,符合绿色环保理念。对于需要快速投产、场地有限或未来可能扩产的用户,模块化解析房是高效、经济、灵活的理想选择。
小型解析房结构紧凑、占地面积小,布局合理,适合诊所、卫生室、实验室、小型企业等小批量物品解析使用,在有限空间内实现专业解析功能。小型机构处理量小、场地有限,无法建设大型解析设施,小型解析房能够精确满足需求,既不占用过多空间,又能保证解析过程规范安全。设备集成恒温、恒湿、通风、净化等功能于一体,系统精简高效,操作简单易懂,人员经过基础培训即可独自使用。小型解析房采用一体化或模块化设计,安装便捷、施工周期短,到场后快速投入使用。虽然体积小巧,但温湿度控制、通风换气、密封安全等关键性能不打折扣,能够稳定达到解析要求。房间内部合理利用空间,可放置小型货架或物品托盘,满足日常小批量处理需求。运行能耗低、维护简单,长期使用经济实惠。小型解析房为小型用户提供专业、便捷、经济的解析解决方案,助力基层机构满足质量安全与监管要求。医用解析房采用恒温恒湿设计,为医疗器械提供稳定可控的残留解析环境。
解析房系统稳定可靠,可实现 24 小时连续不间断运行,能够轻松满足医疗、制药、卫生用品等企业三班倒、连续化生产作业需求。设备选用工业级部件,散热良好、负载能力强,长期运行不易出现过热、故障、停机等问题。控制系统稳定,抗干扰能力强,不会出现程序错乱、参数漂移等现象,保证环境持续达标。空调、通风、净化等系统设计满足连续运行标准,配合合理维护,可常年稳定工作。连续运行过程中自动调节负荷,节能高效,无需人工频繁干预。系统具备故障自恢复与保护功能,异常情况自动处理,确保不中断生产。24 小时运行能力使解析房与灭菌、生产、包装等环节无缝衔接,避免生产瓶颈,提高整体产能。对于规模化连续生产企业,解析房长时间稳定运行是保障生产效率的关键因素。小型解析房占地面积小,适合诊所、实验室等小批量物品解析使用。节能解析房标准
解析房残留检测系统实时监测浓度,确保物品解析达标后再出库。食品解析房注意事项
解析房控制系统采用智能化可编程控制器,支持环境参数自动调节、运行数据记录存储、历史曲线查询、操作权限管理等功能,完全满足行业质量追溯与合规审核要求。系统可同时监控温湿度、压差、风机、空调、报警等多个参数,根据设定值自动调节设备运行,保证环境稳定。所有操作与运行数据自动保存,包括修改记录、报警记录、启停记录等,实现全过程可追溯,符合 GMP 与相关体系审核要求。控制系统提供多级权限管理,不同人员拥有不同操作权限,防止无关人员修改参数,提高运行安全性。界面采用中文触摸屏,显示直观、操作简便,工作人员可快速查看状态、调整参数、查询数据。系统具备故障自诊断功能,出现异常自动报警并提示处理方法,便于快速维护。解析房控制系统实现解析全过程自动化、规范化、数据化管理,提升作业效率与管控水平,为企业合规运营提供有力支撑。食品解析房注意事项
顺志斯特科技(江山)有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**顺志斯特科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

