上向流反硝化滤池在再生水回用深度处理中具有重要应用价值。随着水资源短缺问题日益突出,再生水回用成为缓解水资源供需矛盾的重要途径。再生水回用对水质要求较高,特别是用于工业冷却、城市杂用、生态补水等不同用途,对水质有不同的要求。上向流反硝化滤池能够实现对污水的深度净化,处理后出水总氮(TN)可稳定低于10mg/L,悬浮物(SS)低于5mg/L,总磷(TP)低于0.3mg/L,COD低于30mg/L,能够满足多种再生水回用标准要求。在再生水回用工程中,上向流反硝化滤池通常作为深度处理单元,与超滤、反渗透等膜处理技术配合使用,进一步提升水质。目前,深圳清泉的上向流反硝化滤池已在新疆、甘肃、河北等省份的缺水地区再生水回用项目中应用,为城市水资源循环利用做出了重要贡献。印染废水处理可以用上向流反硝化滤池工艺。广西高效反硝化滤池

市政污水处理应用案例之广东省深圳市横岗水质净化厂提标改造项目,该项目设计处理能力为10万m3/d,总变化系数Kz=1.3,原采用SBR工艺。项目要求主要出水指标由一级B提标至《地表水环境质量标准》V类标准(TN≤15mg/L),该厂出水不达标,需进行提标改造。由于场地有限,工期紧张,因此选择在SBR工艺后新增深圳清泉上向流反硝化滤池模块化装备,没有设置高效沉淀池,节省占地50%;设备进场26天完成安装,3天后完成通水达标排放,满足了预定工期;碳源投加节省30%。实践验证,上向流反硝化滤池不仅脱氮除磷效果好,实际出水水质优于地表准Ⅳ类标准,而且能够节省占地与运行成本。广东专业反硝化滤池工厂反硝化滤池的运维成本是多少?
上向流反硝化滤池经过小型化、模块化改进后,在分散式污水处理场景下也展现出良好的应用潜力。我国部分区域污水处理具有分散性强、处理规模小、运维管理水平相对较低的特点,需要适合的小型化污水处理技术。针对这些特点,深圳清泉研发团队开发出上向流反硝化滤池模块,该产品除了具有上向流反硝化滤池本身的优势外,还具有占地面积小、施工便捷、自动化程度高、运维简单的特点,特别适合分散式污水处理的需求。该模块化设备采用一体化设计,可实现快速安装、二次使用等要求,建设周期短,投资成本低。目前,深圳清泉已在广东省、江西、四川、山西等地的多个污水处理项目中应用该模块化设备,出水水质能够稳定达到《城镇污水处理厂污染物排放标准》一级A标准甚至更高标准,为改善当地人居环境和水生态质量提供了有力支持。
在“双碳”目标全面推进的大背景下,我国污水处理行业正加速向绿色低碳、减污降碳协同增效方向转型,低碳化已成为行业高质量发展的重要要求。国家生态环境部、住房和城乡建设部等部委立足全国碳减排整体布局,明确将污水处理领域纳入碳减排重点管控与推进范畴,并制定了清晰的阶段性目标:要求2025年实现新建污水处理厂100%应用低碳技术,2027年前完成既有污水处理厂全覆盖式节能降碳改造。这一系列政策部署不仅为污水处理行业低碳升级划定了明确方向与实施路径,也为上向流反硝化滤池等低碳高效技术的推广应用创造了良好环境,推动行业在治污减排的同时实现绿色低碳发展。高难度污水处理可以考虑上向流反硝化滤池工艺。

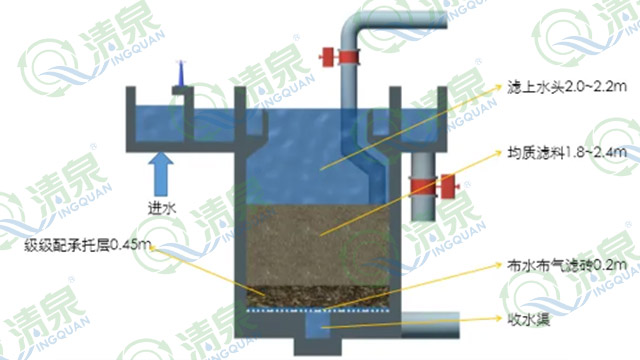
上向流反硝化滤池具有纳污量大、无需前置高效沉淀池的优势,这主要得益于其特殊的过滤流向。上向流设计使水流从滤池底部粗滤料向上部细滤料过滤,整个床层都起到纳污效果,提高了滤料层的纳污容量,反冲洗周期可延长至24-72小时,相比传统下向流滤池缩短了反冲洗频率,减少了反冲洗水耗和能耗。当污水处理厂场地面积受限时,可在上向流反硝化滤池前端投加除磷剂,通过滤池的过滤作用实现同步脱氮、除磷及去除悬浮物(SS)的多重处理目标。实际运行数据显示,采用这种工艺组合,同步去除总磷(TP)的效果可达0.8mg/L以上,出水总磷能够稳定控制在0.3mg/L以下,满足地表水准Ⅳ类标准要求,出水SS低于5mg/L,有效简化了工艺流程,降低了工程投资和占地面积。老旧滤池反硝化改造厂家推荐。广西高效反硝化滤池
深床滤池在脱氮方面,上向流反硝化滤池具有明显优势。广西高效反硝化滤池
安徽省阜阳市界首田营科技园污水处理厂项目,聚焦园区内铅蓄电池回收、有色金属冶炼两大支柱产业产生的工业废水处理需求,设计日处理规模达 1.5 万吨,是保障园区产业绿色发展的关键环保配套设施。针对该类工业废水含难生物降解有机物、重金属离子的复杂特性,项目采用 “混凝沉淀池 + 曝气生物滤池 + 上向流反硝化滤池 + 磁混凝沉淀” 的工艺组合。其中,混凝沉淀池实现初步固液分离,曝气生物滤池强化有机物降解,上向流反硝化滤池专注氮元素去除,磁混凝沉淀进一步提升出水澄清度,多环节协同确保处理效果。项目投运后,出水水质稳定达到地表准 Ⅳ 标准,且总氮(TN)指标持续控制在 10mg/L 以下,满足相关排放要求。长期运行过程中,设备与工艺始终保持稳定状态,在多次回访中均获得业主方的高度认可与好评。广西高效反硝化滤池
深圳市清泉水业股份有限公司始创于1995年,是一家深耕水处理行业,主营智能高效水处理设备研发、生产与供应,同时提供全流程适配水处理解决方案的企业。公司成立至今,持续为工业、市政、水产养殖等多个领域的客户,提供贴合项目需求的产品与配套服务。公司围绕水处理过滤等关键环节开展技术研发,推出的ABM生物膜技术,可提升城镇污水处理效率,降低项目运维成本,助力化解污水处理厂运行中的邻避效应、资源化运行成本偏高、管网配套完善难度大等多项行业痛点。公司业务覆盖全国多个省级行政区,已落地实施数百个水处理相关项目。公司秉持“让水更清,生命更美”的使命,以“有生命的地方就会有清泉”为发展愿景,坚持为客户提供省心可靠的解决方案,持续为客户创造价值,稳步推进品牌建设与行业深耕。