复杂结构端子采用分步成型工艺,逐步释放材料内应力,减少回弹现象。冲压过程中需严格控制毛刺,高压端子接触面毛刺高度不得超过 0.02mm,否则会导致电场集中、引发高压电弧,需通过优化模具刃口间隙、采用精整工位或激光去毛刺工艺,确保表面光滑平整。同时落实首件检验、过程巡检与末件比对制度,首件需进行全尺寸...
五金加工件基本参数
- 品牌
- 金力丰
- 型号
- 齐全
五金加工件企业商机
例如,触点材料需检测导电率、硬度、耐磨性与抗电弧性,弹片材料需检测弹性极限、疲劳强度与高温稳定性,导热片材料需检测导热系数,确保材料性能完全适配温控器的工作要求。生产过程管控环节,依托MES生产管理系统,实时监控加工参数(如冲压压力、激光功率、电镀厚度、加工温度)、设备状态、生产进度,实现全流程数字化追溯;通过AI视觉检测设备、尺寸测量仪,对五金件的尺寸精度、表面缺陷(毛刺、划痕、镀层脱落、变形)进行100%在线检测,缺陷率控制在0.08%以下,及时发现并剔除不合格产品,避免流入下一工序。成品检测环节,配置三坐标测量仪、拉力试验机、导电率测试仪、盐雾试验箱、高低温试验箱等设备,开展尺寸精度、抗拉强度、导电性能、耐蚀性能、耐温性能、弹性性能等28余项专项检测,精密加工五金件加工精度把控严苛,尺寸误差小,适配设备装配需求。江苏继电器导电端子五金加工件生产厂家
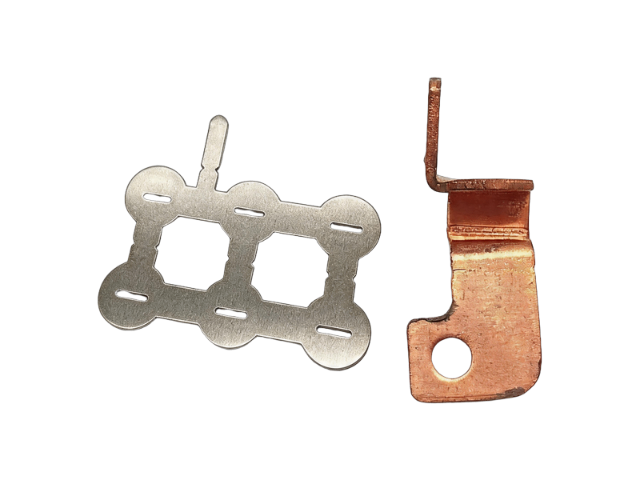
绿色化发展成为硬门槛,环保政策趋严与欧盟“碳边境税”生效,推动行业普及无氰电镀、水性涂层、低能耗加工设备,再生金属使用比例提升至30%以上,构建低碳生产体系,提升国际竞争力。集群化发展凸显优势,珠三角、长三角等地区形成完整的新能源五金件产业集群,原材料供应、加工、表面处理、检测等上下游配套完善,物流成本降低15%以上,研发周期大幅缩短,形成产业协同效应。化与国产替代加速推进,针对动力电池模组用度铝合金铆接系统、精密连接器等“卡脖子”环节,企业加大研发投入,突破材料与工艺瓶颈,国产化率逐步提升,打破国外技术垄断。同时,行业从单一加工向“材料研发+工艺设计+定制化生产+全生命周期服务”转型,为客户提供一体化解决方案,增值服务收入占比超30%,提升行业附加值与盈利能力。新能源五金件加工作为新能源产业的基础支撑,正以材料创新、质量升级、产业协同为动力,持续适配新能源产业的高速发展需求。随着新能源汽车渗透率突破60%、光伏与储能装机量持续攀升,新能源五金件加工市场将保持高速增长,同时在智能化、绿色化、化的驱动下,逐步实现从“制造大国”向“制造强国”的跨越,为全球能源转型提供坚实保障。河南锂电池铝壳五金加工件套件五金加工件外观规整工艺精致,既能实用也可兼顾装饰效果。

材料利用率提升至88%以上,适配继电器五金件“小尺寸、高精度、大批量”的生产需求。针对触点等微小部件,采用微冲压技术,控制冲裁间隙与压力,避免出现毛刺、变形等缺陷,确保触点接触面积均匀,降低接触电阻。CNC数控加工主要用于铁芯、衔铁等结构复杂的五金件,依托三轴、五轴联动加工中心,完成平面、孔位、曲面的一体化加工,精度可达±0.002mm,可根据继电器型号需求,定制不同尺寸、形状的磁性部件,同时通过车铣复合加工,缩短加工工序,提升生产效率。激光加工技术凭借无接触、热影响区小、精度高的优势,广泛应用于继电器五金件的切割、焊接与打标,激光切割用于不锈钢外壳、线圈骨架的高精度下料,切口光滑无毛刺,无需后续打磨;激光焊接用于触点与弹片的连接,焊缝强度达母材的92%以上,避免传统焊接出现的虚焊、脱焊问题,保障导电可靠性;激光打标则实现五金件的标识追溯,
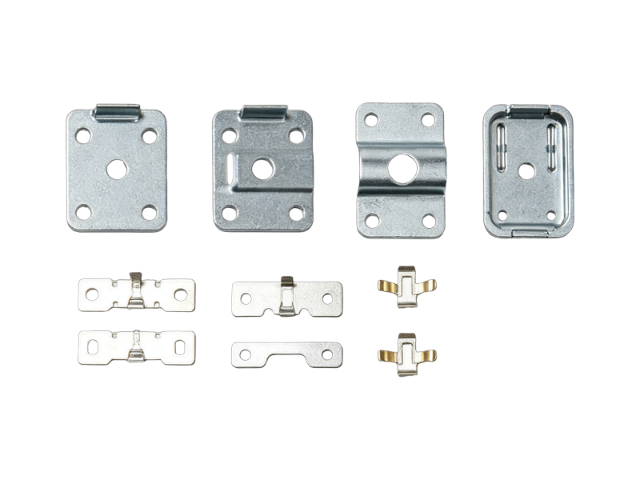
,适配全流程质量管控。表面处理工艺是提升继电器五金件耐蚀性、耐磨性与导电性的关键,主流工艺包括电镀、化学镀、钝化处理等,触点表面电镀银、金,提升导电性能与抗电弧性,镀层厚度控制在0.1-0.5μm,确保均匀无;弹片、外壳等部件采用镀锌、镀镍处理,提升耐蚀性,适配潮湿、多粉尘等恶劣工况;部分继电器五金件采用化学镀镍磷合金,兼具耐蚀性与耐磨性,延长产品使用寿命。精密装配工艺则依托自动化装配设备,将各五金件组装,控制装配间隙在0.01-0.03mm,避免装配偏差导致的触点接触不良、弹片弹性失效等问题,自动化装配率达75%以上,保障产品一致性。耐腐蚀五金加工件抗酸碱侵蚀,潮湿环境也能稳定使用。

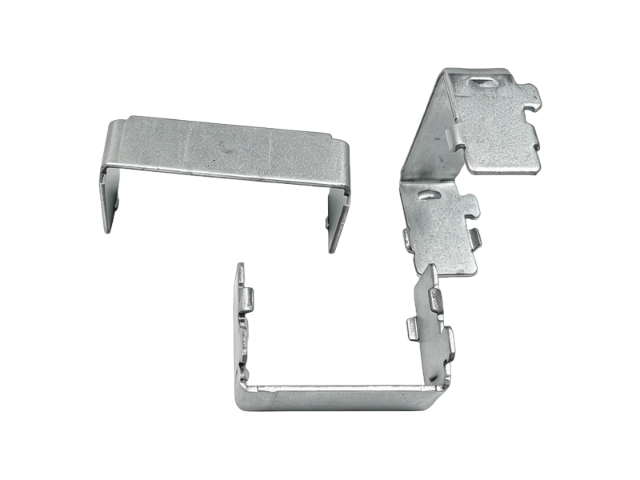
可采用钝化、电泳或绝缘涂层处理,钝化工艺提升铜合金耐腐蚀性,绝缘涂层(如环氧涂层)厚度控制在 0.1-0.3mm,耐电压可达 30kV/mm 以上,有效防止高压漏电与电弧放电。表面处理前需进行预处理,包括脱脂、酸洗、活化,去除表面油污、氧化皮与杂质,确保镀层附着力强、均匀无;处理后进行盐雾试验(常规 480 小时、 500 小时以上)、镀层厚度检测与接触电阻测试,验证处理效果,避免因镀层脱落、腐蚀或接触电阻超标影响高压使用安全。五、热处理与内应力控制维度机械连接件类五金加工件,紧固牢靠,保障设备运行安全。江苏新能源结构件 五金加工件研发厂家
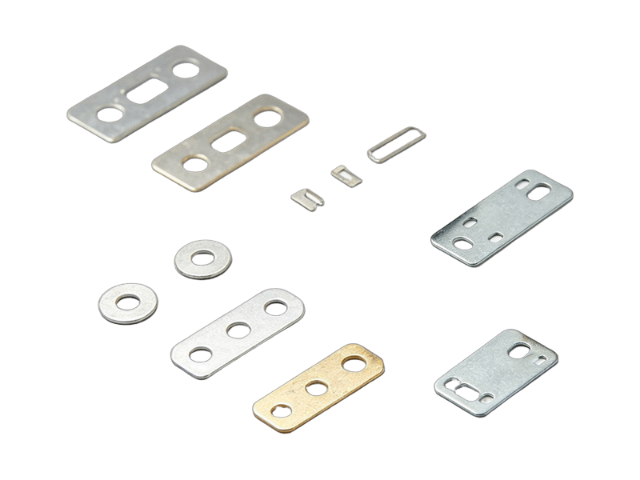
五金加工件孔距,安装对位轻松,适配标准安装接口。江苏继电器导电端子五金加工件生产厂家
精密冲压工艺是温控器五金件量产的工艺,主要用于触点、弹片、外壳、接线端子等小型标准化部件的成型,依托伺服精密压力机、多工位连续模,实现材料的高速冲裁、弯曲、拉伸,加工精度可达±0.005mm,材料利用率提升至87%以上,有效降低生产成本。针对微小尺寸的触点、弹片,采用微冲压技术,控制冲裁间隙、压力与速度,避免出现毛刺、变形、缺料等缺陷,确保触点接触面积均匀,降低接触电阻,保障导电可靠性。CNC数控加工主要用于感温组件、复杂外壳、固定支架等结构复杂的五金件,依托三轴、五轴联动加工中心,完成平面、孔位、曲面、斜孔的一体化加工,精度可达±0.002mm,可根据温控器型号需求,定制不同尺寸、形状的部件,同时通过车铣复合加工,整合多道工序,生产效率比传统工艺提升50%以上。江苏继电器导电端子五金加工件生产厂家
深圳市金力丰五金制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市金力丰五金制造供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与五金加工件相关的文章

河南新能源铜排五金加工件定制厂家
- 江西继电器衔五金加工件套件 2026-05-14
- 浙江新能源精密五金加工件工厂 2026-05-14
- 福建继电器静簧片五金加工件源头厂家 2026-05-14
- 河南继电器固定支架五金加工件公司 2026-05-14
- 湖北继电器动簧片五金加工件生产厂家 2026-05-14
- 江苏继电器端子五金加工件定制厂家 2026-05-14
- 湖北五金加工件套件 2026-05-14
- 湖北锂电池盖板五金加工件源头厂家 2026-05-14
- 湖北高压端子 五金加工件源头厂家 2026-05-14
- 福建继电器端子五金加工件配件 2026-05-14
- 福建继电器端子五金加工件批发厂家 2026-05-14
- 山东新能源精密五金加工件生产厂家 2026-05-14
与五金加工件相关的新闻
-
浙江继电器弹片五金加工件源头厂家 2026-05-14 05:12:59智能化与自动化加工维度随着高压端子五金件向小型化、精密化、批量化方向发展,传统人工加工模式已无法满足精度、效率与一致性要求,智能化与自动化加工成为行业发展必然趋势,通过引入智能设备、自动化产线与数字化管理系统,实现加工过程的控制、高效生产与品质稳定。智能化设备应用方面,高速精密冲床搭配伺服控制系统与...
-
新能源结构件 五金加工件来样定做 2026-05-14 07:12:47焊接与成型工艺持续升级,机器人焊接、电阻焊、摩擦焊替代传统手工焊接,自动化率达 70% 以上,保障焊接一致性;嵌件注塑技术实现金属与工程塑料的结合,应用于传感器外壳、线束连接器,解决传统焊接热变形问题。表面处理工艺向环保化、功能化转型,无氰电镀、微弧氧化、达克罗涂层替代传统高污染工艺,镁合金经微弧氧...
-
山东新能源汽车五金加工件工厂 2026-05-14 07:12:48高压端子五金件的材料选择是决定产品高压耐受性、导电稳定性与长期可靠性的前提,需同时满足高导电率、高机械强度、优异耐腐蚀性及良好加工适配性四大要求,实现电气性能与机械性能的精细平衡。主流基材以高纯度铜合金为主,其中 T2 无氧紫铜(纯度≥99.9%)应用广,其导电率达 100% IACS,能有效降低高...
-
江西继电器轭铁五金加工件组件 2026-05-14 17:12:50,适配全流程质量管控。表面处理工艺是提升继电器五金件耐蚀性、耐磨性与导电性的关键,主流工艺包括电镀、化学镀、钝化处理等,触点表面电镀银、金,提升导电性能与抗电弧性,镀层厚度控制在0.1-0.5μm,确保均匀无;弹片、外壳等部件采用镀锌、镀镍处理,提升耐蚀性,适配潮湿、多粉尘等恶劣工况;部分继电器五金...
与五金加工件相关的问题
新闻资讯
产品推荐
-

福建继电器端子五金加工件批发厂家
2026-05-14 -

山东新能源精密五金加工件生产厂家
2026-05-14 -
山东金属弹片五金加工件来图定制
2026-05-14 -

江苏继电器接触弹片五金加工件研发厂家
2026-05-14 -
湖南继电器弹片五金加工件生产厂家
2026-05-14 -
江苏继电器模内铆接银触点五金加工件生产厂家
2026-05-14 -
浙江继电器弹片五金加工件源头厂家
2026-05-14 -
新能源结构件 五金加工件来样定做
2026-05-14 -
山东新能源汽车五金加工件工厂
2026-05-14