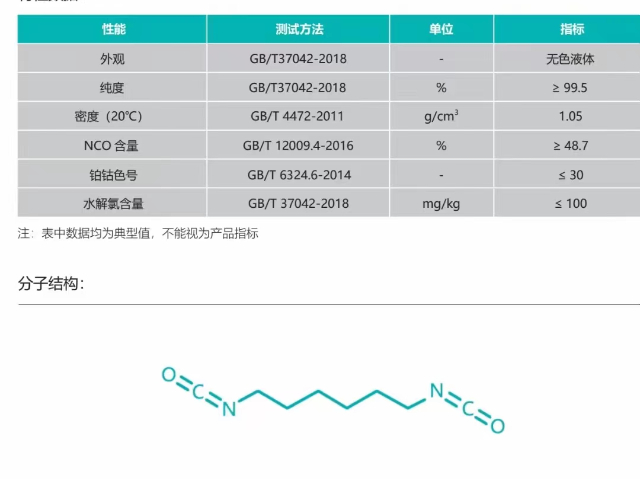
工业级H300产品的理化指标直接决定其应用场景与使用效果,主流**产品的关键指标通常符合以下标准:外观为无色至微黄色透明液体,无机械杂质,这一特性确保其在**电子封装、透明涂层等领域应用时不影响产品外观;氨基值(KOH mg/g)为380-400,该指标直接反映其与环氧树脂的反应活性,此范围可实现固化速度与适用期的平衡;粘度(25℃)为80-120 mPa·s,适中的粘度便于与环氧树脂均匀混合,无需大量稀释剂;沸点高达360℃以上,闪点为165℃,属于高闪点化学品,储存与运输安全性优异。H300与水反应生成取代脲和二氧化碳,这一反应在发泡材料制备中发挥着关键作用。浙江单体H300包装规格
功能化**化将成为H300技术创新的重心方向。未来,针对不同应用场景的个性化需求,将开发出更多**型H300产品,如用于氢能燃料电池的耐氢脆H300、用于柔性电子的高柔韧H300、用于航空航天的低挥发H300等。这些**产品将进一步提升H300的性能优势,拓展其在新兴领域的应用边界。例如,针对6G通信设备的需求,开发出很低介损(10GHz下tanδ≤0.003)的H300,满足高频信号传输的需求。绿色生产技术将实现全方面升级。一方面,无溶剂生产工艺将成为主流,彻底摒弃传统有机溶剂,实现VOC零排放;另一方面,催化剂的绿色化替代将取得突破,采用非贵金属催化剂替代传统镍-钴催化剂,降低催化剂成本与重金属污染风险。同时,原料的绿色化将成为趋势,开发以生物基己二胺为原料制备H300的技术,减少对石油资源的依赖,实现H300生产的全链条绿色化。福建异氰酸酯H300储存时需远离火源、氧化剂和水分,容器密封并置于阴凉干燥处,温度建议控制在5-25℃。

市场需求方面,2024年全球H300市场规模已达到65亿元以上,年增长率保持在20%以上,其中我国市场规模约32亿元,占全球市场的49%,是全球比较大的H300消费市场。从应用领域来看,新能源领域占比35%,电子信息领域占比25%,汽车制造领域占比20%,航空航天领域占比10%,化工防腐领域占比10%;从区域分布来看,我国长三角、珠三角地区是H300的主要消费区域,集中了大量的新能源、电子、汽车制造企业。行业发展面临的挑战主要包括三个方面:一是原材料价格波动,H300的生产原料己二胺主要依赖石油化工产业链,其价格受原油价格影响较大,原材料价格的大幅波动直接影响H300生产企业的盈利能力;二是技术壁垒较高,加氢催化剂的制备、连续化生产工艺的控制等重心技术仍掌握在少数企业手中,新进入者难以在短期内实现突破;三是环保要求严格,H300生产过程中涉及有机废气、废水的处理,对环保设施的投入要求较高,增加了企业的生产成本。
H300固化的环氧材料具有出色的耐热性能,这一特性源于其分子中刚性环己烷环形成的稳定交联网络,能够有效抑制分子链在高温下的热运动。实验数据表明,基于H300的环氧固化物玻璃化转变温度(Tg)可达130-150℃,远高于传统脂肪胺固化体系(Tg通常为80-100℃);在200℃高温下老化1000小时后,其失重率只为2.5%,而酸酐固化体系的失重率达到8%以上。在高温应用场景中,H300的优势更为明显:用于制备新能源汽车IGBT模块的环氧封装材料时,可在120℃的长期工作温度下保持绝缘性能稳定;用于航空航天环氧复合材料时,可承受180℃的短期高温冲击,满足航天器再入大气层时的温度要求。这种优异的耐热性使其成为极端高温环境下环氧材料的优先固化剂。H300基聚合物的玻璃化转变温度(Tg)达120℃,远高于同类产品(通常为80-90℃)。
绿色化探索:随着全球环保意识的不断增强,研发人员致力于为 H300 的生产探索更加环保的原料与溶剂体系。在原料方面,寻找可再生、低污染的替代原料,减少对传统化石原料的依赖。在溶剂选择上,采用绿色环保型溶剂,如超临界二氧化碳等,降低生产过程中的挥发性有机化合物(VOC)排放。通过改进生产工艺,提高原子利用率,使原料中的原子尽可能多地转化为目标产物,减少废弃物的产生,实现资源的高效利用。高效化改进:为提高生产效率,科研人员积极研发新型催化剂,以加快反应速率,降低反应所需的活化能。同时,对反应设备与流程进行优化,引入先进的反应技术,如微通道反应技术。这种技术能够精确控制反应条件,提高反应的选择性和收率。一些企业通过引入连续化生产工艺,取代传统的间歇式生产,实现了生产过程的连续稳定运行,大幅提高了生产效率,降低了生产成本。原材料价格波动(如苯胺、光气)和环保政策趋严,推动H300生产企业向一体化、规模化方向整合。上海不易黄变聚氨酯H300代理商
H300在泡沫塑料制造中扮演发泡剂的角色,与水反应生成二氧化碳,促使泡沫的形成,赋予材料轻质和隔热性能。浙江单体H300包装规格
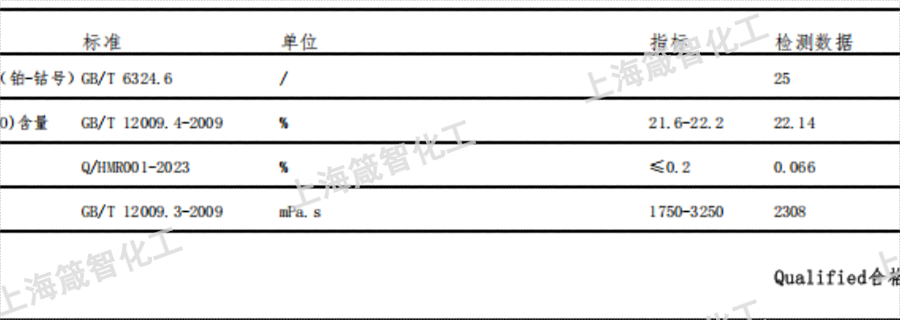
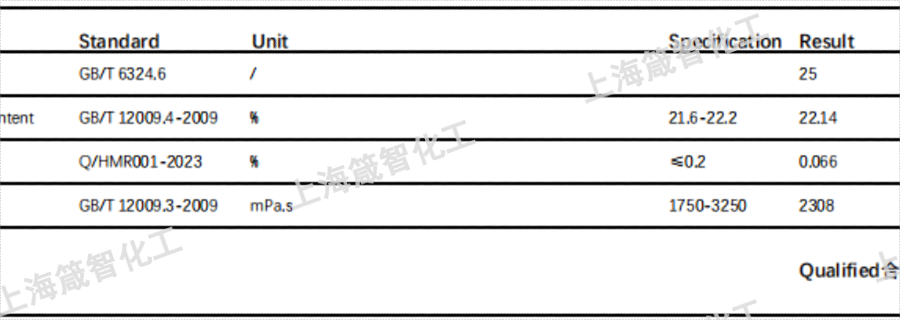
精馏提纯是提升H300纯度的关键步骤,采用双塔精馏工艺:***精馏塔去除低沸点杂质(如环己醇、未反应的己二胺),塔顶温度控制在120-130℃;第二精馏塔去除高沸点杂质(如H300二聚体),塔顶温度控制在220-230℃,真空度为0.001MPa。通过双塔精馏,H300的纯度可提升至99.5%以上,氨基值达到390-400 KOH mg/g。成品需进行严格的质量检测,包括外观、纯度、氨基值、粘度、水分含量等指标,检测合格后采用200L不锈钢桶密封包装,桶内充氮气保护,防止运输与储存过程中吸潮变质。每批次产品需附带质量检测报告,明确各项指标参数,确保符合客户应用需求。浙江单体H300包装规格