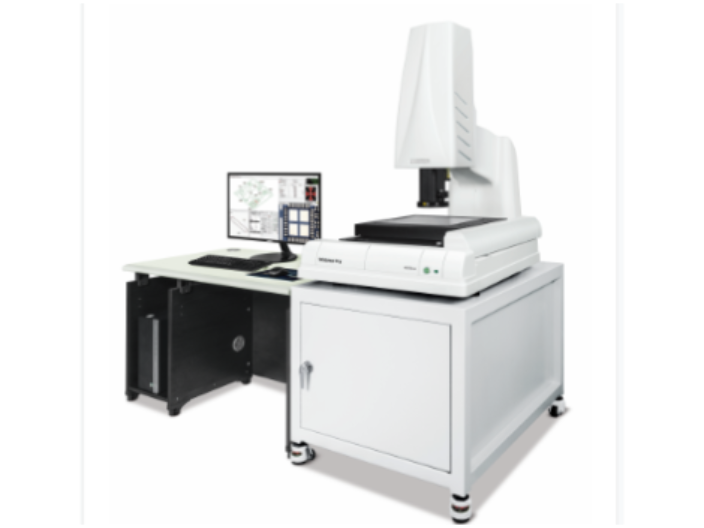
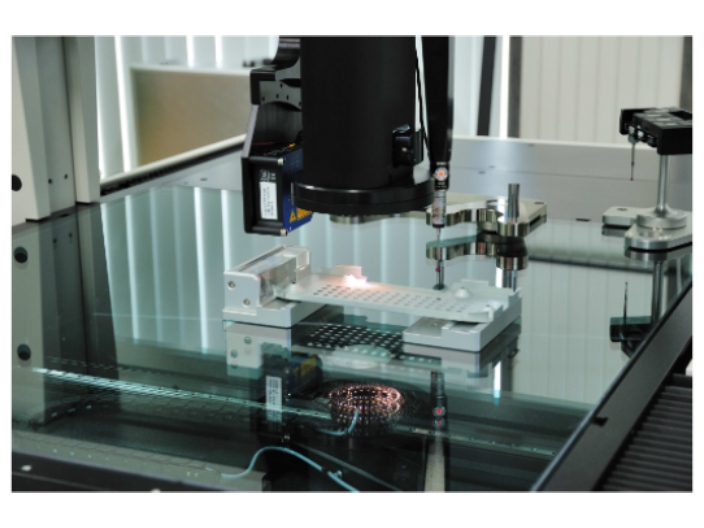
- 品牌
- MICROVU
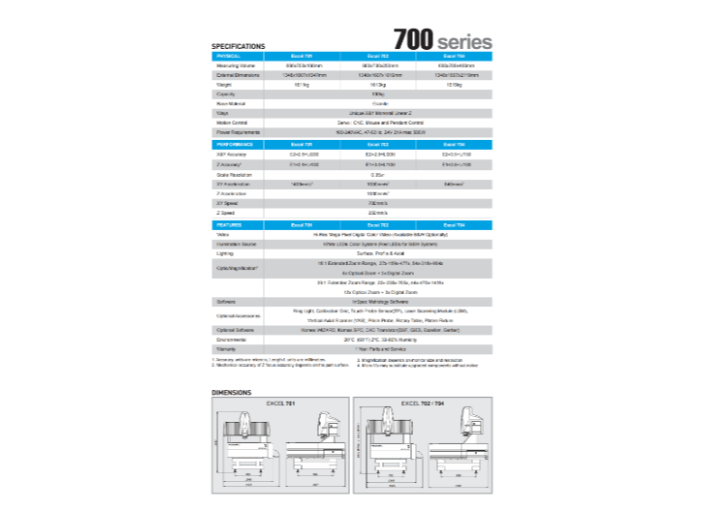
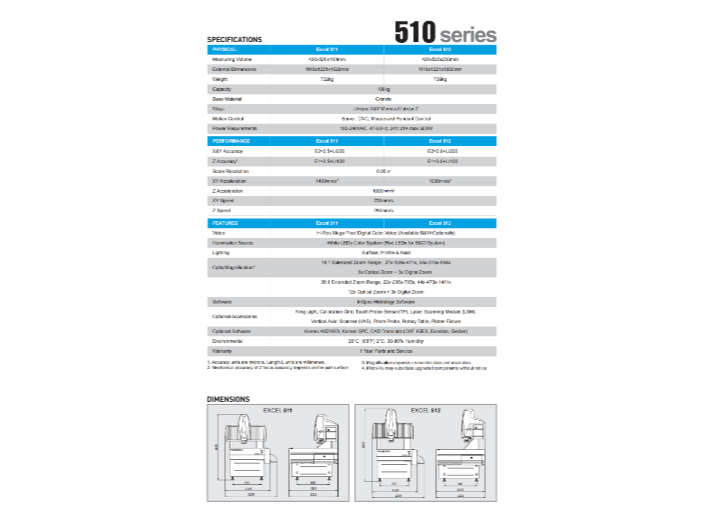
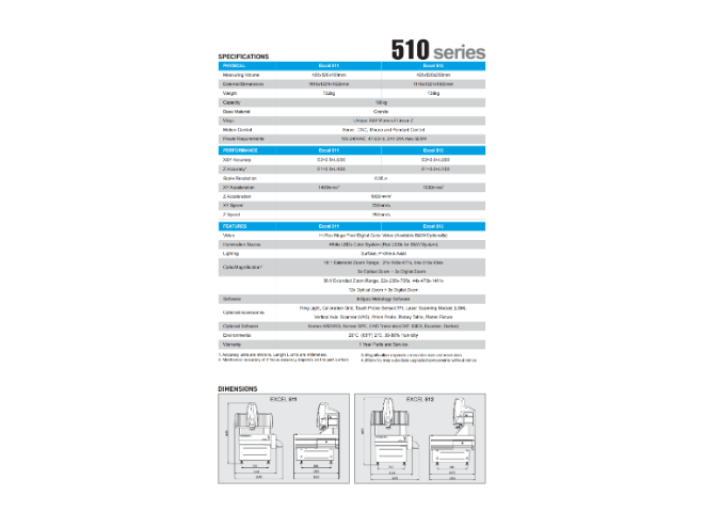
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
浅析三坐标测量仪测针的分类。三坐标测针可以分为以下几类:1、陶瓷空心球形测针:是检测X、Y和Z向深位特性和孔的理想选择,只需要标定一个球。2、球形测针:是简单的一种测针,适用于大多数检测应用场合,材料主要使用硬度高,耐磨性强的工业用红宝石;是应用普遍的测针类型;3、柱形测针:用于检测薄板材料的孔,还可检测多种螺纹部件。4、星形测针:是由四个或五个红宝石测球系统牢固的安装在一个不锈钢星星测针座上,这类测针可用于测量各种不同的形体结构,是针对复杂形体和孔的多测尖检测;5、盘形测针:在球的中心附近截断做成的盘模样的测头;应用于检测星型测针无法触及的孔内退刀槽和凹槽;6、专门使用测针:用于螺纹牙型、薄截面材料、对刀和其他专门使用的测量场合。7、尖测针:专门使用于螺纹牙型、特定点及苏州科贸时贸易有限公司为您提供测量仪 ,有想法的可以来电咨询!安徽原装进口测量仪优势
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用江西非接触式测量仪维修苏州科贸时贸易有限公司为您提供测量仪 ,欢迎您的来电哦!
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线
PCB检测技术与二次元影像测量仪的应用探讨。对于二次元测量仪的应用,我们都知道它是有着极为普遍的应用领域的,普遍适用于手机配件、家电制品、连接器、机械配件、精密夹治具、塑胶、五金、电脑周边行业等工件的二维检测。同时,对于影像测量仪的应用功能,还有很多是我们所没有去完全了解与应用。在影像测量仪的应用中,有一个应用是我们接触很多而上面却没有提到的,那就是PCB检测。因为所谓的PCB检测,我们更多的是利用想的仪器检测出PCB的长宽高的数据,所以一般我们使用二次元影像测量仪检测即可,当然对于PCB高的检测我们可以在二次元测量仪的基础上添加探针,从而达到简单的三维检测的目的,而这对于PCB高的检测来说,我想已经是绰绰有余了。苏州科贸时贸易有限公司为您提供测量仪 ,有需要可以联系我司哦!
客户购买影像测量仪的注意细节!一.适合精度。由于每个设备厂商的研发技术和生产工艺不同,固然会在仪器的精度上有所差异.特别对于影像测量仪这种高精确,高要求的测量设备,在选购时一定要问清楚厂商,他们的仪器的精确度是多少,是否可以确保是多少这一点是至关重要的.而且客户要选择适当的精确度的型号,并不是精确度越高越好.这种情况是要根据客户的测量对象而定.二.适合行程。所谓的行程就是指测量仪能够测量的大范围的数值.小行程的有30*30的,60*60的,等等;大行程的有几百乘几百的.所以在采购的时候,要跟设备厂商讲清楚自己要测量的工件大概是多少面积的,这样对方会给出合理的建议.选择适合本公司测量行程大小的测量仪。测量仪 ,就选苏州科贸时贸易有限公司,欢迎客户来电!江西非接触式测量仪维修
苏州科贸时贸易有限公司是一家专业提供测量仪 的公司。安徽原装进口测量仪优势
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。安徽原装进口测量仪优势
- 汕尾测量仪 2026-04-15
- 广东原装进口测量仪维修 2026-04-15
- 天津测量仪特点 2026-04-15
- 北京三次元测量仪说明书 2026-04-15
- 江西原装进口测量仪注意事项 2026-04-15
- 无锡进口三次元测量仪特点 2026-04-15
- 广东进口三次元测量仪培训 2026-04-15
- 河北三次元测量仪售后 2026-04-14
- 苏州进口测量仪使用注意事项 2026-04-14
- 南京进口二次元测量仪销售 2026-04-14
- 河北进口三次元测量仪公司 2026-04-14
- 常州测量仪优势 2026-04-14