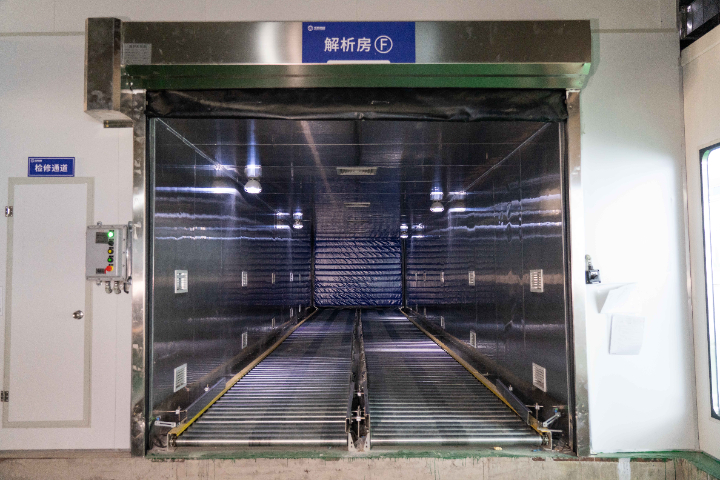
大型解析房拥有充足的内部空间与较高的承载能力,可满足大批量产品同时进场解析,大幅提高生产效率,适配规模化生产企业使用。大型企业生产线产能高、灭菌批次多,需要与之匹配的解析空间,避免因解析能力不足导致生产瓶颈。大型解析房内部可分区、分层放置物品,空间利用率高,物流通道宽敞,便于推车、货架进出与操作人员作业。房间配备大功率、高效率的空调与通风系统,能够快速调节温湿度,保证大空间内环境均匀稳定,无死角、无温差。系统支持 24 小时连续运行,可与生产线、灭菌设备同步作业,实现不间断解析处理。大型解析房可根据企业产能规划设计布局,划分待解析区、解析中区、合格区等功能区域,实现流程化、规范化管理。虽然空间较大,但通过优化气流组织与设备配置,仍能保持较低能耗与稳定运行。大型解析房为企业规模化、高效化生产提供有力支撑,有效提升整体产能与运营效率。制药行业解析房遵循 GMP 规范设计,满足药品及包材解析与合规要求。包装解析房安装

洁净解析房严格按照洁净车间标准设计与建造,内部环境洁净度达标,适合无菌医疗器械、医用耗材等产品的解析与存放。房间采用密闭围护结构,墙面、地面、吊顶无缝隙、无死角,材料光滑耐腐蚀、易清洁消毒,可有效减少微生物滋生与粉尘附着。配备高效净化空调系统,对进入室内的空气进行多级过滤,控制尘埃粒子与微生物数量,满足相应洁净级别要求。通风系统合理布置送风口与回风口,保证气流均匀、无死角,避免局部污染风险。室内温湿度、压差稳定可调,为产品解析提供洁净、温和、稳定的环境条件,防止产品在解析过程中受到污染。洁净解析房通常与洁净生产区、灭菌区合理衔接,形成从生产、灭菌、解析到入库的全流程无菌管控。房间配备压差监测、温湿度监测与报警系统,确保环境参数持续稳定在设定范围。洁净解析房适用于对无菌要求较高的行业,能够有效提升产品质量与安全性,助力企业顺利通过各项审核与验收。一体化解析房优势特点解析房售后提供技术支持、故障排查、配件供应等全流程服务。

移动式解析房具备灵活移动、部署便捷的特点,可根据现场生产需求调整位置,满足多点作业、临时解析、场地受限等特殊场景使用需求。设备底部配备静音脚轮,移动轻便省力,到达指定位置后可通过刹车固定,保证运行稳定。移动式解析房集成完整的温湿度控制、通风、净化与控制系统,无需复杂管路连接与土建施工,接通电源即可快速投入使用,特别适合临时扩建、研发实验、多点轮换解析等情况。设备体积适中,可通过普通通道与房门,适应多种室内环境。虽然可移动,但结构坚固、密封性好,具备稳定的解析能力与安全性能。运行噪音低、操作简单,无需专业人员值守,适合各类非固定场所使用。移动式解析房灵活性高、适应性强、见效快速,为用户提供便捷高效的解析支持,有效解决场地受限与临时需求带来的难题。
解析房规范流程可有效提升解析效率,缩短物品等待时间,加快生产周转,同时保证每一批次产品解析充分、质量稳定、安全合规。规范流程包括物品进场、分类摆放、关门启动、环境调节、解析保持、浓度检测、解析完成、物品出库等标准化步骤。每一步按照操作规程执行,避免随意操作带来的解析不足、效率低下、污染风险等问题。流程结合自动控制系统运行,参数设定、环境保持、时间控制全部数据化,减少人为误差。操作人员只需按照流程完成物品转移与设备启停,其余工作由系统自动完成。规范流程可明确各环节责任,便于现场管理与质量追溯。通过流程优化,可在保证解析效果的前提下,缩短解析周期,提高设备利用率与生产效率。解析房规范作业流程是企业实现标准化、高效化、合规化生产的重要保障。移动式解析房灵活便捷,可根据现场需求调整位置,满足临时解析需求。

解析房设计充分遵循工艺流程与洁净车间管理原则,合理规划人流、物流、气流走向,有效避免交叉污染,提升整体运行效率与安全性。设计阶段结合用户实际生产流程,确定解析房与灭菌柜、洁净区、包装区、仓储区的相对位置,确保物品流转路线短、顺畅。内部划分为物品入口区、解析区、合格区、设备区、通道区等,功能清晰、互不干扰。人流与物流分开设置,避免人员与物品往返交叉,降低污染风险。气流设计采用定向流动方式,配合压差控制,使空气从洁净区域流向解析区域,再经净化处理后排出,防止废气回流。门窗位置、风口布局、设备摆放均经过流体模拟与优化,保证温湿度均匀、气流无死角。同时,设计充分考虑操作便捷性、维护便利性与安全疏散要求。科学合理的解析房设计,既满足解析工艺需求,又符合行业规范,为企业高效、安全、合规生产奠定基础。密闭式解析房密封性优良,可有效防止解析废气扩散,保障操作环境安全。全自动解析房净化
大型解析房空间充足,可满足大批量产品同时解析,提高生产效率。包装解析房安装
恒湿解析房配备专业湿度调节与控制模块,可将室内相对湿度稳定控制在设定范围,避免物品受潮、变形、变质,保证产品质量稳定可靠。在医疗与制药行业中,许多器械、耗材、包装材料对湿度变化较为敏感,湿度过高容易导致吸水变形、滋生细菌、影响包装完整性,湿度过低则可能产生静电、材料变脆,恒湿环境能够有效避免这些问题。系统通过加湿、除湿双向调节功能,适应不同季节与地区的气候差异,无论外界湿度如何变化,室内均可保持稳定。湿度传感器精度高,反应灵敏,能够实时监测并快速调节,确保环境条件符合工艺要求。恒湿系统与恒温、通风系统联动运行,在控制湿度的同时不影响温度与气流组织,实现多参数协同稳定。房间围护结构具备良好防潮隔热性能,减少外界湿气渗透,提高控制效率。恒湿解析房适用于对环境要求严格的医疗器械、药品包材等产品解析,为产品质量与安全提供坚实保障。包装解析房安装
顺志斯特科技(江山)有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的环保中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同顺志斯特科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!