选择贴片电感生产厂家时,需从质量、产能、技术支持和成本等多个方面进行评估,以确保合作的稳定与高效。产品质量是首要考虑因素。可通过查验厂家的质量管理体系认证(如ISO标准)了解其品控规范性,同时参考行业口碑和既有客户反馈,初步判断其产品的市场接受度。为进一步确认,可索取样品进行实际测试,验证电感量、直流电阻、品质因数及温升等关键参数是否符合应用要求。生产实力直接影响供货的及时性与稳定性。具备较大生产规模、自动化生产线及先进工艺设备的厂家,通常能够保障稳定的产品一致性和大批量订单的交付能力,有助于降低供应链风险。技术支持能力同样重要。好的厂家应配备专业的技术团队,能够提供电感选型指导、应用方案设计及定制化开发支持,在产品使用或项目开发中快速响应并协助解决技术问题,提升整体合作效率。价格方面需综合权衡性价比,在确保质量、服务与交货能力的前提下,选择成本合理的供应商。应避只是纯追求低价而忽视产品性能与长期可靠性,力求实现更优的整体价值。通过系统评估以上维度,可帮助筛选出在质量保障、供应稳定、技术支持及成本控制等方面均符合需求的贴片电感生产合作伙伴。 精密贴片电感适用于通信设备的射频匹配电路。东莞贴片电感尺寸规格表
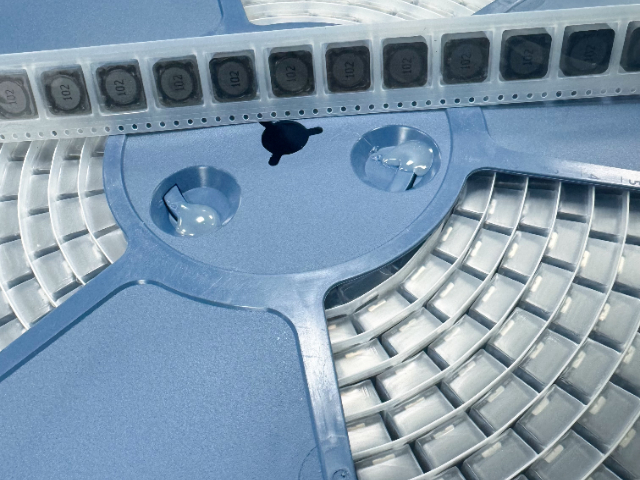
在电子制造领域,贴片电感的自动化贴装技术已得到广泛应用,有效提升了生产效率并降低了人力成本。现代贴片机配备高精度的机械臂与吸取装置,能够根据预设程序,快速、准确地将贴片电感安装到电路板的指定位置。贴片电感本身的结构设计也与自动化设备具有良好的适配性,为高效贴装提供了基础条件。相较于传统的人工操作,自动化贴装具有多方面的优势。在效率方面,设备能够持续高速作业,单位时间内完成贴装的数量明显高于人工,尤其适合大规模生产需求。在成本控制上,自动化贴装减少了对大量操作人员的依赖,只需少量技术人员进行设备监控与维护,从而降低了人力成本。此外,人工贴装易受操作熟练度及疲劳度影响,可能产生位置偏移、元件损伤等问题,增加后续返修成本;而自动化设备一旦完成调试,便可保持稳定的贴装精度与一致性,有助于提高产品整体质量。综上所述,贴片电感的自动化打件技术通过提升作业速度、降低人力依赖、改善贴装准确性,为电子制造环节带来了效率与质量的双重优化。这一技术的普及也反映出电子制造业向智能化、精细化发展的趋势。 东莞贴片电感尺寸规格表高频电路中的贴片电感通常选用非磁性陶瓷基体。

除了国际电工委员会(IEC)、美国电子工业协会(EIA)及中国国家标准(GB/T)之外,贴片电感在实际生产与应用中还遵循诸多重要的行业性标准。在行业团体标准方面,例如美国电信行业协会(TIA)发布的《IS-759-1998积层贴片电感合格规范》,对积层贴片电感的性能参数、测试方法与合格判定做出了详细规定,为该类电感在通信等领域的质量控制提供了明确依据。同时,中国电子元件行业协会也正在推动制定《电子设备用组装式大电流功率电感器》团体标准,旨在弥补现有标准体系在大电流功率电感器方面的空缺,从设计、制造到验收提供全流程技术指导,以支持相关产业的技术升级与产品规范化。在其他国家标准层面,以韩国为例,其科技标准局针对本土电子产业发展需求,制定了相应的贴片电感标准,内容涵盖电气性能、外形尺寸及环境可靠性等方面。这类标准有助于确保贴片电感满足韩国电子产品制造的具体要求,在促进本国产业高质量发展与国际贸易中发挥着重要作用。尽管这些标准来自不同组织与国家,但其规范内容通常都围绕电气参数(如电感量、直流电阻)、外观尺寸(长、宽、高等)以及环境可靠性(耐温、耐湿等)等关键维度展开。
评估贴片电感的工艺质量,可从外观结构、电感精度及内部绕线等方面进行综合考察。外观是工艺水平的直观体现。好的的贴片电感表面应平整光洁,无明显划痕、裂纹或毛刺。引脚需排列整齐、无弯曲变形,且与本体连接牢固,无氧化或污染痕迹,这有助于保障焊接可靠性和长期连接稳定性。电感值精度直接反映工艺控制能力。工艺良好的贴片电感,其实际电感值与标称值的偏差通常较小。通过专业仪器测量,若结果符合规定允差范围,说明其在绕线匝数、磁芯选用及尺寸加工等关键环节得到了有效控制,从而确保电感在电路中发挥预期功能。绕线工艺影响电感性能的稳定性。绕线应均匀紧密,线径符合设计要求,这有利于磁场均匀分布,减少漏磁与能量损耗,进而提升电感的品质因数(Q值)及高频特性。内部结构的规整性也间接体现了生产过程的精细程度。综上,通过对贴片电感外观、电感精度及内部绕线等多方面的细致检验,可以对其工艺质量形成较为健全的判断,为选用可靠的电感产品提供依据。 更换贴片电感后需重新测试电路频响与效率。

挑选贴片电感型号需结合具体电路参数进行系统考量,以下是几个关键选型维度:**明确电路功能要求**不同电路对电感的性能需求有所差异。例如在电源滤波电路中,电感需在特定频段具备良好的滤波特性;而在振荡电路中,电感值的精确性与稳定性则直接影响频率精度。因此,首先要根据电感在电路中所承担的功能确定其重要性能指标。**关注工作频率范围**电感的高频特性与其自谐振频率密切相关。在高频应用如通信射频电路中,应选择自谐振频率高于工作频率的电感,以避免性能下降或信号失真。在低频电路中,虽对自谐振频率要求相对宽松,但仍需确保电感在目标频段内有效工作。**评估电流承载能力**电感在电路中需承受一定的电流负荷。选型时应根据实际工作电流,确保电感的额定电流(包括饱和电流与温升电流)留有足够余量。若电流超过电感承载范围,可能导致过热或磁饱和,影响电路正常工作甚至损坏元件。通过以上几个方面的综合分析,可更准确地筛选出适合电路需求的贴片电感型号,为系统稳定运行提供支持。在实际选型过程中,建议参考供应商提供的技术资料,并结合电路仿真或测试进行确认。 高感值贴片电感通常具有较大的物理尺寸。四川贴片电感线圈厂家
该贴片电感采用铜线绕制,导电性能与可靠性俱佳。东莞贴片电感尺寸规格表
贴片电感的焊接质量直接关系到电路工作的稳定性,遵循规范的操作流程能有效提升焊接成功率与元件可靠性。焊接过程主要可分为焊前准备、焊接实施与焊后检验三个关键步骤。焊前准备工作是确保焊接效果的基础。焊接前应保持工作台面洁净,避免灰尘或异物附着影响焊接。需检查电感引脚与电路板焊盘是否存在氧化现象,对于轻度氧化可涂抹适量助焊剂辅助祛除氧化物,若氧化较严重则建议使用清洁工具处理或更换元件,以保证焊接表面洁净且可焊性良好。焊接过程中的温度控制与操作手法至关重要。推荐使用可调温的恒温电烙铁或热风枪,焊接温度一般控制在230℃至280℃之间,具体可根据元件规格与焊锡类型调整。温度过高易损伤电感内部结构,温度过低则可能导致虚焊。操作时烙铁头应同时接触焊盘和电感引脚,加热时间建议不超过3秒,待焊锡充分熔化并均匀铺展后移开烙铁,形成光亮饱满、覆盖良好的焊点。需注意控制焊锡量,避免焊料过多引发桥连短路。焊接完成后应进行细致检验。首先目视检查焊点是否光滑、形状是否完整,有无虚焊、连锡等明显缺陷。之后可使用万用表测量焊后电感的相关参数,并借助放大镜观察焊接细节,确保焊接质量符合电路要求。 东莞贴片电感尺寸规格表