不锈钢油烟风管专业性能型:304 不锈钢护航,耐高温、抗腐蚀,油烟畅排十年不生锈!家用场景型:厨房排烟选对管,不锈钢的更安心 —— 不沾油、易清洁,告别油烟堵!商用型:酒店 / 食堂排烟刚需!不锈钢风管风阻小、防火强,高负荷运转也稳!利益痛点型:选不锈钢油烟管,少修、少换、少清洁,一次安装省十年心!简洁记忆型:不锈钢油烟管,排烟快、寿命长,厨房通风就靠它!油烟排得净,地球少 “负担”!不锈钢油烟风管无化学挥发、易清洁免拆换,用可持续材质,给厨房一份环保答卷。316不锈钢双层风管 耐高温 除尘无缝满焊防腐管道烟囱。陕西地方风管设备

江苏华舜加厚 304 不锈钢法兰风管,定制化设计可适配不同需求,兼具经久耐用与高效排烟优势。产品亮点材质升级:选用加厚 304 不锈钢,比常规材质厚度提升 20%-50%(常见加厚规格 1.2mm-3.0mm),抗变形、耐腐蚀能力更强,长期接触油烟不生锈、不破损。法兰结构优势:法兰连接密封性好,漏风率远低于普通接口,避免油烟泄漏污染环境,同时安装拆卸便捷,后期维护更省心。适配排油烟场景:304 不锈钢耐高温可达 800℃以上,能轻松应对厨房及工厂油烟的高温环境,且表面光滑不易积油,减少清洁频次。定制化支持规格定制:可按需定制圆形(管径 100mm-1000mm)、矩形(边长 200mm×150mm 至 800mm×600mm)法兰风管,长度、弯头角度、法兰尺寸均可调整。工艺定制:支持脉冲焊接、氩弧焊等精密焊接工艺,加厚部位可针对性强化(如风管连接处、弯头受力点),满足高风压、大排烟量需求。配套定制:可同步定制法兰片、密封垫、固定支架等配件,实现一站式采购,确保安装适配性。河南技术风管按需定制华舜双层304不锈钢双层保温烟囱管道φ700 内壁1.0mm。

不锈钢油烟风管的材质厚度通常根据风管的长边尺寸或直径以及系统压力等因素来确定,以下是一些常见的厚度标准:根据风管长边尺寸确定:当 500mm < 长边尺寸≤1120mm 时,采用厚度为 0.75mm 的不锈钢板。当 1120mm < 长边尺寸≤4000mm 时,采用厚度为 1.0mm 的不锈钢板。当长边尺寸 > 4000mm 时,采用厚度为 1.2mm 的不锈钢板。根据风管直径确定:排油烟出口支管道直径≤800mm 时,由 SUS304 不锈钢板制成,内壁厚度 1.2mm,外壁厚度 1.0mm。整条水平及垂直的排烟主管道直径≥1200mm 时,由 SUS304 不锈钢板制成,内壁厚度 1.5mm,外壁厚度 1.0mm。
专业安装标准法兰连接:采用螺栓紧固 + 密封胶密封工艺,确保接口无油烟泄漏,拆装便捷,便于后期维护。管道固定:使用不锈钢支架间距≤2.5m,承重均匀,防止管道变形;垂直管道每 3m 设置防晃支架,提升稳定性。坡度设计:水平管道坡度≥3‰,低点设置油污导流口,避免油污堆积滋生细菌,降低堵塞风险。安全配置:标配防火阀(靠近灶台侧)、止回阀(防止油烟倒灌),预留检修口,符合消防安全规范。适用场景商用厨房(酒店、餐厅、食堂、烧烤店等)、工业车间油烟排放、高温废气通风等场景,尤其适合对密封性、耐高温性、承重性有高要求的排烟系统。矩形通风管道不锈钢304角铁法兰风管无缝焊接排油烟管除尘通风管。

排烟系统的结构稳定性直接关系到使用安全,不锈钢油烟管在抗风压、抗变形方面表现突出:抗风压变形,保证排烟通畅:无论是家庭厨房的公共烟道,还是餐饮场所的集中排烟系统,烟道内常存在负压或气流冲击。不锈钢管硬度高(304 不锈钢硬度约 HB187),能抵御较大风压,不会出现铝箔管 “被吸扁”、塑料管 “弯折堵塞” 的情况,避免因管道变形导致油烟倒灌或排烟不畅,减少厨房内油烟滞留引发的呼吸健康问题与火灾隐患。连接牢固,防脱落防泄漏:不锈钢油烟管多采用焊接、法兰连接或卡扣式密封设计,接口处密封性强且结构稳定,长期使用不易因震动、温度变化出现松动脱落。反观铝箔管,常因接口胶带老化、材质韧性下降导致脱落,若油烟泄漏至吊顶或墙体内部,易积累油污引发隐蔽火灾;而不锈钢管的牢固连接能有效规避此类泄漏风险。不锈钢烟囱厂家 双层保温304烟道筒 化工厂排烟管 耐热耐冲击耐腐蚀。贵州节能风管按需定制
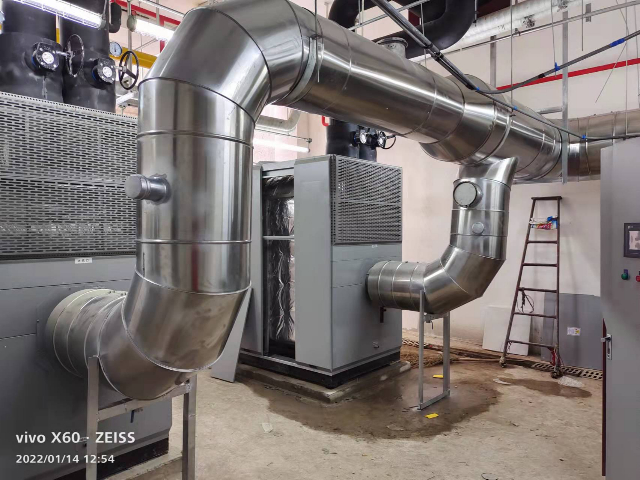
不锈钢烟囱 支持定制及上门测量设计安装服务 华舜烟筒。陕西地方风管设备
不锈钢风管焊接方法主要包括氩弧焊、等离子焊和激光焊等,其中氩弧焊是**常用的方法。具体步骤如下:准备工作:清洁焊接部位,去除油污和氧化物,确保表面干净。焊接操作:采用短弧焊接,焊枪与工件角度保持75-90度,焊接速度控制在10-15cm/min。注意事项:焊接时需避免过热,防止不锈钢晶间腐蚀;焊接后需进行酸洗钝化处理以提高耐腐蚀性。支持定制规格,负压侧的风管则采用不锈钢法兰焊接连接,并通过螺栓进行固定。在连接过程中,风管端头需缩进法兰内3mm,并采用满焊方式将风管端面与法兰进行焊接。欢迎联系我们江苏华舜为您提供比较好解决方案。陕西地方风管设备