- 品牌
- HUCK,WOTON
- 型号
- 航空铆钉
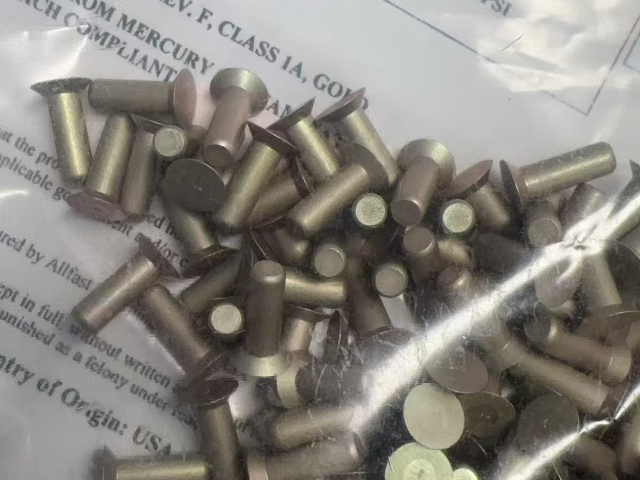
在铝合金铆钉中,2117-T4铝合金铆钉是应用的,它具有良好的抗蚀能力和加工性能,使用前无需再进行热处理。而2017-T3、2017-T31和2024-T4铝合金铆钉则用于受力高于2117-T4铆钉的部位,但它们在使用前需要淬火并在孕育期内完成铆打,使用后还需放入冰盒里保存,因此也被称为“冰盒铆钉”。铜镍合金铆钉,如蒙乃尔铆钉,具有良好的耐腐蚀性和施工性能,常用于一些特殊的场合,如铆接高镍合金钢和镍合金。钛合金铆钉则因其度、低密度和良好的耐腐蚀性,在航空领域得到了越来越广泛的应用。这款航空铆钉的剪切强度高达500MPa,适合重型结构。徐州航空铆钉99-5101

磷化:通过化学反应形成磷酸盐膜,提升润滑性和结合力,常作为后续涂层的底层。环保工艺:开发无铬钝化等环保工艺,减少传统镀镉工艺的污染。 质量检测无损检测:采用X射线、超声波检测内部缺陷(如裂纹、气孔)。力学性能测试:通过拉伸、剪切试验验证抗拉强度和连接强度。疲劳测试:模拟实际载荷条件,测试铆钉的疲劳寿命(≥10⁷次循环)。数据追溯:建立全流程数据追溯系统,确保每颗铆钉的工艺参数可追溯。 标准化生产一致性控制:一架飞机需使用上百万颗铆钉,需确保颗与一颗铆钉性能一致。徐州航空铆钉99-5101这款航空铆钉的耐辐射性能优异,适合太空环境使用。

航空铆钉的制造工艺难点主要体现在材料性能控制、精密加工、表面处理、质量检测及成本控制等方面。材料性能控制度与轻量化平衡航空铆钉需承受飞行中的复杂载荷,材料强度需达1100MPa以上(如钛合金TC4),同时需减轻重量。度材料(如钛合金)的加工难度大,易产生裂纹或变形。耐腐蚀性要求需适应-60℃至200℃极端环境,表面处理(如镀镉、阳极氧化)需确保长期耐腐蚀性,但工艺控制不当可能导致镀层脱落或氢脆。精密加工尺寸精度控制铆钉直径公差需≤±0.01mm,长度公差≤±0.05mm,否则可能导致铆接松动或裂纹。
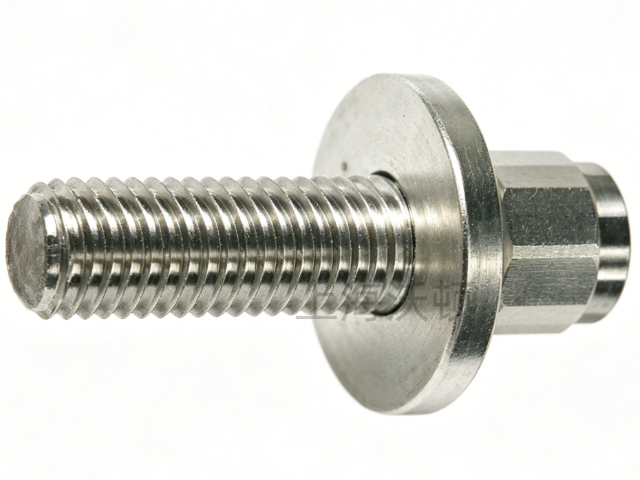
智能制造与自动化自动化铆接精度自动钻铆设备需实现±0.05mm的定位精度,且需适应复杂曲面结构,设备成本高且维护难度大。数据追溯与标准化需建立全流程数据追溯系统,确保每颗铆钉的工艺参数可追溯,但数据管理与标准化实施难度大。总结:航空铆钉的制造需在材料、工艺、检测、成本等多方面实现突破,未来需重点发展新型材料(如复合材料)、智能制造技术(如自动钻铆)及环保工艺(如无铬钝化),以应对度、轻量化、耐腐蚀等严苛要求。航空铆钉的头部设计分平头和圆头,需根据结构选择。

航空铆钉:如盲铆钉,包括拉塞式摩擦锁定铆钉、拉塞式机械锁定铆钉,适用于只能从一面进行铆接的场合;度销式铆钉及Hi-Locks紧固件,用于承受较大载荷的部位。作用连接结构部件:将机翼、机身、尾翼等各部分的蒙皮与内部骨架连接,使飞机形成一个整体结构。传递载荷:把作用在飞机蒙皮上的空气动力、惯性力等载荷传递到内部结构件上,保证飞机结构的受力平衡。制造工艺2材料准备:根据设计要求选择合适的金属材料,进行检验和预处理。工厂里,自动化设备正以每分钟200个的速度安装航空铆钉。徐州航空铆钉99-5101
航空铆钉的头部设计需考虑电磁兼容性,减少信号干扰。徐州航空铆钉99-5101
航空铆钉是飞机制造中不可或缺的关键紧固件,在飞机结构的连接中发挥着至关重要的作用。以下是对航空铆钉的详细介绍:航空铆钉的重要性主要连接方式:在飞机制造中,铆钉是常用的连接方式之一。与焊接和螺栓连接相比,铆钉连接具有工艺简单、可靠性高、易于标准化生产等优点。数量众多:一架大型客机上可能使用数百万颗铆钉,用于连接机身、机翼、尾翼等各个部件。确保飞行安全:铆钉的连接强度稳定可靠,能够承受飞机在飞行过程中产生的各种载荷和振动,确保飞机结构的完整性和安全性。徐州航空铆钉99-5101
每枚铆钉都会被赋予特定的编号,便于识别和后期追溯。这种严格的质量控制体系,确保了航空铆钉的高可靠性。随着航空技术的不断发展,航空铆钉的制造和应用技术也在持续创新。例如,电磁铆接技术的出现,使得铆接过程更加高效、精细,尤其适用于复合材料结构的连接。此外,自动钻铆工作站的应用,实现了铆接过程的自动化,大幅提高了生产效率和产品质量。未来,随着新材料、新工艺的不断涌现,航空铆钉的性能和应用范围将进一步拓展,为航空工业的发展提供更强有力的支持。这款电动铆枪的铆接速度范围广,适应不同工况。福建航空铆钉MBT-DT在铝合金铆钉中,2117-T4铝合金铆钉是应用的,它具有良好的抗蚀能力和加工性能,使用前无需再...
- 连云港航空铆钉HPT57RH 2026-04-10
- 嘉兴航空铆钉 2026-04-10
- 常州航空铆钉MBP-R 2026-04-10
- GBP航空铆钉2600 2026-04-10
- 福建航空铆钉LMY-T 2026-04-09
- 盐城单面铆钉航空铆钉 2026-04-09
- 美国HUCK航空铆钉99-5010 2026-04-09
- 液压航空铆钉BOM-R16 2026-04-09
- 徐州航空铆钉C6LB-R 2026-04-09
- 可追溯航空铆钉99-1272 2026-04-09



- 无锡环槽铆钉航空铆钉 2026-04-07
- 连云港航空铆钉MBP-R 2026-04-07
- 淮安航空铆钉BOM-R8 2026-04-07
- 安徽航空铆钉G84 2026-04-07
- 无锡航空铆钉99-99-245 2026-04-06
- 连云港振动筛用航空铆钉 2026-04-05




- 美国HUCKGAGEBILTMBTC 05-05
- 盐城CHERRY航空铆钉MBTC 05-05
- 温州CHERRY铆枪BTT35-DT 05-05
- 重卡车架用GAGEBILT99-5010 05-05
- 绍兴CLUFIX铆螺母HK3413 05-04
- 淮安美国HUCKDUBUIS接地销 05-04
- 扬州CHERRY航空铆钉2600 05-04
- 环槽铆钉CHERRY铆枪HPT35RH 05-04
- 山东电动GAGE铆枪 05-04
- 徐州CLUFIX铆螺母R01l080CHB040XA01 05-04