AS泵轴热补偿激光校准仪在可视化热补偿过程方面具有***优势,能让调整更加直观,主要体现在以下几个方面:3D动态视图实时显示:AS校准仪配备,可通过3D动态视图实时展示轴对中状态。以绿、黄、红三色直观标记轴同心度偏差范围,操作人员能清晰掌握设备状态,如绿色表示偏差在允许范围内,黄色表示接近偏...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
故障案例与改善效果验证若设备历史存在因热变形导致的运行问题(如振动超标、轴承过热、密封泄漏),可通过“问题改善”间接验证热补偿模式的准确性:未补偿时的故障数据记录记录设备未启用热补偿时,热态运行的典型问题:如振动值(如电机轴承座水平振动≥)、轴承温度(如超过90℃)、运行周期(如每月因密封磨损停机)。启用补偿后的改善对比按SYNERGYS热补偿模式调整冷态对中后,跟踪相同工况下的故障指标:振动值是否降低至行业标准范围内(如≤);轴承温度是否下降(如降低5~10℃);设备无故障运行周期是否延长(如从1个月延长至3个月以上)。若问题***改善,说明热补偿模式有效捕捉了设备热变形对中偏差的**因素。 ASHOOTER离心泵轴热补偿对中仪化解热变形难题,延长设备寿命。工业泵轴热补偿对中仪用途

材质热膨胀特性复杂的设备特殊合金轴或复合材料制造的泵轴例如含镍基合金(如Inconel718,α≈13×10⁻⁶/℃)或碳纤维增强聚合物(CFRP,α≈×10⁻⁶/℃)的轴系,其热膨胀系数在不同温度段可能出现非线性突变。HOJOLO-SYNERGYS模式通过多段参数拟合,例如:应用场景:某半导体晶圆切割机的主轴(材质CFRP),在20-60℃区间采用线性补偿(α=×10⁻⁶/℃),60-100℃区间启用非线性修正算法(α=×10⁻⁶/℃),确保加工精度从±5μm提升至±2μm。多层复合结构的联轴器或传动部件如金属-陶瓷复合联轴器,其热变形行为需通过分段区间+材料数据库匹配。HOJOLO-SYNERGYS内置常见材料热膨胀系数库(覆盖钢、铸铁、钛合金等20余种材料),支持自定义参数输入,例如:操作流程:用户输**轴器材质(如42CrMo钢+Al₂O₃陶瓷)、各层厚度及温度范围,系统自动生成三层补偿曲线(冷态20-50℃、中温50-100℃、高温100-150℃),补偿精度达±。 AS500泵轴热补偿对中仪装置除了精度和可视化热补偿过程,AS热膨胀智能对中仪还有哪些特点?

AS热膨胀智能对中仪有多个型号,以下是一些常见的型号及其特点:AS500激光精密对中校正仪:采用法国原厂激光传感技术,测量精度达±,角度测量精度为±°。集成了ICP/IEPE磁吸式加速度计,可同步采集振动速度、加速度及CREST因子等参数,拥有。还集成了红外热像仪,热灵敏度<50mK,测温范围在-10℃-400℃。通过双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差≤±。ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。ASHOOTER+激光轴对中仪:是ASHOOTER的升级型号,可选配内置材质数据库,支持输入钢、铸铁等20多种材料的热膨胀系数,自动计算热态对中补偿值。AS100激光对中仪:价格相对较低,约为AS500的1/3,适合预算有限但需基础诊断功能的企业。具有激光对中以及基础振动分析功能,适应普通工业环境。
作流程:规范测量与调整逻辑热态测量的时机选择热态数据采集需在设备稳定运行≥1小时后进行(确保温度场分布稳定),避免在启停机、负载波动阶段测量(此时温度与偏差未达稳态,数据无效)。需记录设备实际运行参数(如介质温度、压力、转速),与热补偿结果关联存档,便于后续分析工况对补偿效果的影响。调整过程的实时验证机械调整(如增减垫片、平移电机)需遵循“边调边测”原则,每次调整后等待5-10分钟(让设备姿态稳定),再通过激光单元确认偏差变化。禁止过度依赖自动补偿建议,需结合现场机械限位(如电机地脚螺栓调节范围)调整量值,避免超出物理可调范围。高温泵轴热补偿对中仪耐受温差影响,测量性能稳定。

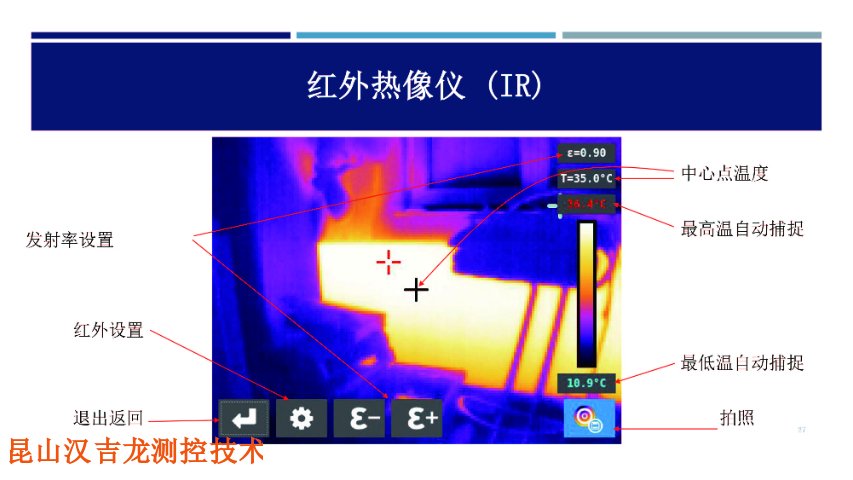
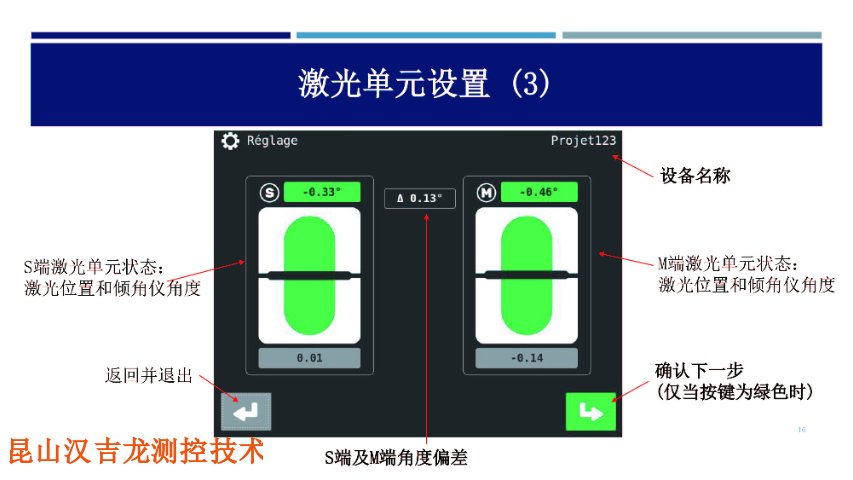
AS泵轴热补偿激光校准仪在可视化热补偿过程方面具有***优势,能让调整更加直观,主要体现在以下几个方面:3D动态视图实时显示:AS校准仪配备,可通过3D动态视图实时展示轴对中状态。以绿、黄、红三色直观标记轴同心度偏差范围,操作人员能清晰掌握设备状态,如绿色表示偏差在允许范围内,黄色表示接近偏差极限,红色则表示偏差超出允许范围,需要进行调整。直观的调整指引:在水平方向调整时,仪器会自动计算所需垫片厚度,并在屏幕上显示,操作人员可根据提示直接进行垫片的增减操作;垂直校正时,仪器会生成详细的调整量建议,包括调整的方向和具体数值,以可视化的方式引导操作人员进行精确调整,极大地提升了对中操作的效率与准确性。热补偿数据可视化:AS校准仪可通过双激光束实时监测设备热膨胀,自动修正冷态对中数据。同时,仪器会将热补偿的相关数据,如温度变化引起的轴的膨胀或收缩量、热态偏差值等进行可视化展示,让操作人员清楚了解热膨胀对轴对中的影响以及补偿的效果。红外热像辅助判断:部分型号的AS校准仪集成了红外热像仪,如AS500集成了FLIRLepton160×120像素红外热像仪。通过红外热像图,操作人员可以直观地看到设备各部位的温度分布情况。汉吉龙工业泵轴热补偿对中仪温度自适应调节,对中更可靠。AS500泵轴热补偿对中仪装置
AS热膨胀智能对中仪的操作界面是否易于学习和使用?工业泵轴热补偿对中仪用途
数据验证:构建多维度效果评估体系振动与温度的协同验证补偿后需检测振动频谱(重点关注2倍转频频段幅值,降幅应≥30%)和轴承温升(较补偿前降低≥10℃),若指标无改善,需排查模型参数或传感器安装问题。采用红外热像仪扫描轴系区域,确认温度分布均匀性(无局部过热区),避免因补偿不当导致的偏磨发热。长期数据趋势分析定期导出历史数据(建议每周1次),分析温度-偏差-振动的关联性:若相同温度下偏差逐渐增大,可能提示设备基础沉降或部件老化,需提前干预。维护保养:保障设备长期可靠性传感器与激光单元的校准温度传感器每6个月用标准恒温槽校准(精度±℃),ASHOOTER激光测量单元每年返厂或用标准量块校准(确保)。定期检查传感器线缆接头(如航空插头),涂抹导电膏防止氧化,避免接触电阻过大导致数据跳变。软件与电池管理及时更新设备固件(通过厂商提供的OTA升级功能),优化补偿算法;便携式设备需确保电池电量≥80%时进行测量,避免低电量导致数据采集中断。 工业泵轴热补偿对中仪用途
与泵轴热补偿对中仪相关的文章

经济型泵轴热补偿对中仪操作步骤
- 三合一泵轴热补偿对中仪演示 2026-02-28
- 汉吉龙泵轴热补偿对中仪电话 2026-02-28
- AS泵轴热补偿对中仪工作原理 2026-02-28
- AS泵轴热补偿对中仪电话 2026-02-25
- 汉吉龙泵轴热补偿对中仪怎么用 2026-02-14
- 国产泵轴热补偿对中仪找正方法 2026-02-14
- 汉吉龙测控泵轴热补偿对中仪用途 2026-02-12
- ASHOOTER泵轴热补偿对中仪视频 2026-02-05
- 甘肃泵轴热补偿对中仪 2026-02-05
- 教学泵轴热补偿对中仪使用方法图解 2026-02-04
- 昆山泵轴热补偿对中仪厂家 2026-01-31
- 欧洲泵轴热补偿对中仪激光 2026-01-30
与泵轴热补偿对中仪相关的产品


与泵轴热补偿对中仪相关的新闻
-
CCD泵轴热补偿对中仪厂家排名 2026-01-28 16:02:43选择适合AS泵轴热补偿对中升级仪的热补偿模式,需结合设备的运行工况、温度特性、结构参数及升级仪的功能特性综合判断。以下从**依据、常见模式及适配场景三方面展开说明,帮助精细匹配需求。一、选择热补偿模式的**依据热补偿模式的本质是通过算法模拟泵轴在温度变化下的变形规律,因此选择的**是让模式与...
-
AS500泵轴热补偿对中仪视频 2026-01-28 01:02:28AS泵轴热补偿激光校准仪在可视化热补偿过程方面具有***优势,能让调整更加直观,主要体现在以下几个方面:3D动态视图实时显示:AS校准仪配备,可通过3D动态视图实时展示轴对中状态。以绿、黄、红三色直观标记轴同心度偏差范围,操作人员能清晰掌握设备状态,如绿色表示偏差在允许范围内,黄色表示接近偏...
-
经济型泵轴热补偿对中仪保修 2026-01-26 18:02:41数据逻辑验证:热补偿算法合理性检验通过分析仪器输出数据的规律性和一致性,验证算法逻辑是否符合热膨胀物理规律。温度-位移相关性验证在设备升/降温过程中(如从启动到满负荷,或从满负荷停机冷却),连续记录SYNERGYS测量的温度值(T)和对应的热位移补偿值(Δ),绘制Δ-T曲线。判断标准:曲...
-
傻瓜式泵轴热补偿对中仪特点 2026-01-26 05:03:07高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

红外设备安装对心校准仪激光
2026-03-07 -

10米联轴器振动红外对中仪厂家
2026-03-07 -

10米联轴器不对中测量仪特点
2026-03-07 -

法国激光联轴器对中仪用途
2026-03-07 -

傻瓜式对中仪使用方法
2026-03-07 -

国产无线激光对中仪定做
2026-03-07 -

西藏傻瓜式轴找正仪
2026-03-07 -

synergys对中仪视频
2026-03-07 -

设备对中仪使用视频
2026-03-07