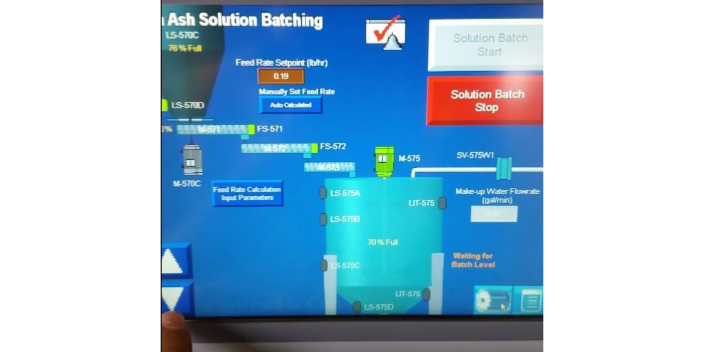
纯碱投加系统通过先进的控制技术,能将纯碱投加量控制在精确范围内。系统内置的高精度计量装置会实时对投加量进行监测,其灵敏度可捕捉到微小的流量变化,并将这些数据以电信号的形式持续反馈给重点控制系统。控制系统在接收到数据后,会与预设的投加量进行快速比对,一旦发现实际投加量与设定值出现偏差,无论是超出还是不足,都会立即向执行机构发出指令,通过调整输送泵的转速改变输送速度,或是调节投加阀门的开合度改变投加频率,确保实际投加量能快速回归到设定范围内,与需求高度一致,有效避免了因投加量不准而影响后续处理效果的情况。纯碱投加料仓通过合理的结构设计,保障纯碱出料过程顺畅无堵塞。湖北料仓纯碱投加设备
纯碱投加设备在工业生产中不仅提高了生产效率,还具有明显的环保效益。通过精确投加纯碱,能够有效减少化学药剂的浪费,降低生产成本的同时,也减少了对环境的潜在污染。在污水处理过程中,纯碱投加设备能够确保污水的中和处理达到理想效果,避免因投加不足或过量而导致的二次污染。此外,设备的密封设计和自动控制系统能够有效防止纯碱泄漏,减少对空气和土壤的污染,符合现代工业生产对环保的要求。因此,纯碱投加设备不仅是一种高效的工业设备,也是一种符合可持续发展理念的环保型设备。湖北料仓纯碱投加设备纯碱投加溶解系统具备精确的投加功能,能够根据工艺需求精确控制纯碱的投加量。
粉剂料仓纯碱投加设备在环保性能方面表现出色,能够有效减少粉尘污染。纯碱为粉末状物料,在投加过程中容易产生粉尘,若直接在开放环境中操作,会对车间环境和工人的健康造成不利影响。而该设备采用密闭式设计,通过管道和投加口将纯碱完全封闭在系统内部,有效防止了粉尘外泄。同时,设备还可配备除尘装置,进一步收集和处理少量逸出的粉尘,确保车间环境的清洁,符合现代工业生产的环保要求。设备的密闭式设计不仅减少了粉尘对环境的污染,还保护了操作人员的身体健康。在传统的纯碱投加过程中,工人长时间暴露在粉尘环境中,容易引发呼吸道疾病和其他健康问题。而粉剂料仓纯碱投加设备通过自动化和密闭化的操作,明显降低了工人接触粉尘的机会。此外,设备的环保性能还体现在其对资源的节约上。通过精确的投加控制,设备能够减少纯碱的浪费,降低生产成本,同时减少因粉尘排放导致的环境治理费用,为企业和环境带来了双重效益。
纯碱投加料仓的清洁与卫生是确保生产质量和设备寿命的重要环节。由于纯碱具有一定的腐蚀性,料仓内部需要定期进行清洁,以去除可能残留的纯碱粉末和杂质。清洁过程中,应使用专业的清洁工具和无腐蚀性的清洁剂,避免对料仓内壁造成损坏。此外,定期清洁还可以防止纯碱在料仓内结块,确保物料的流动性。对于食品加工或制药行业等对卫生要求较高的场合,纯碱投加料仓还需要符合相关的卫生标准,如采用食品级材料制造,并配备专门的清洁和消毒程序,以确保生产过程的卫生安全。纯碱投加溶解系统为企业带来了明显的经济效益和成本节约。
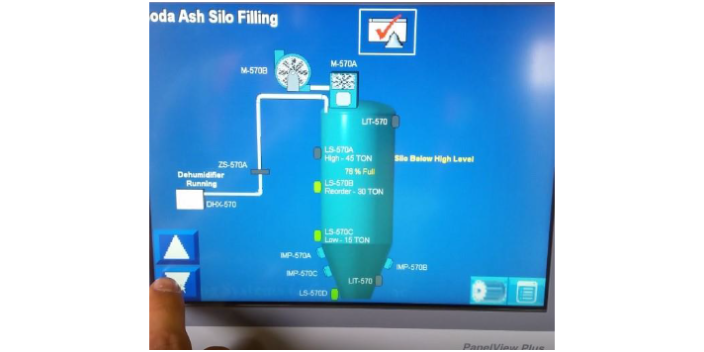
储料仓纯碱投加在结构上采用防堵塞设计,减少纯碱输送中的阻碍。仓体底部采用经过计算的合适倾斜角度,通常在60度至75度之间,借助重力作用辅助纯碱向出口处流动,减少在仓底的残留。出口处设置有小型搅拌装置或高频震动装置,当纯碱因吸潮出现轻微结块时,搅拌叶片的旋转或震动装置的高频振动能将结块打散,防止其在出口处堆积堵塞。同时,输送管路选用内壁经过抛光处理的无缝钢管,表面光滑度高,能减少纯碱在管内的附着和滞留,管路的转弯处采用大弧度设计,避免直角转弯造成的物料堆积,确保纯碱能顺畅通过仓体、出口、输送管路等各个环节到达投加点。储料仓纯碱投加系统在设计和运行过程中充分考虑了安全性。湖北料仓纯碱投加设备
粉剂料仓纯碱投加设备在经济性方面具有明显优势,能够为企业节省成本。湖北料仓纯碱投加设备
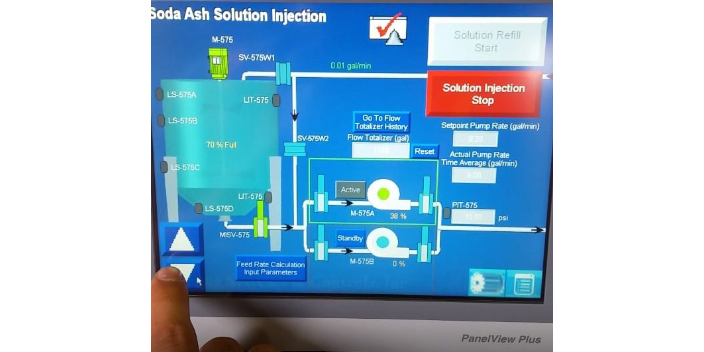
纯碱投加溶解系统实现了高度的自动化运行,明显降低了人工操作的复杂性和劳动强度。系统通过集成的传感器和控制器,能够实时监测溶解过程中的各项参数,如溶液浓度、流量等,并自动调整投加量和搅拌速度,确保溶解过程的稳定性和高效性。自动化运行不仅提高了系统的可靠性和稳定性,还减少了因人为操作失误而导致的设备故障和生产事故。此外,系统还具备远程监控功能,操作人员可以通过手机或电脑随时随地查看设备运行状态,实现智能化管理。这种自动化运行方式不仅提高了生产效率,还为企业节省了人力成本,提升了整体管理水平。湖北料仓纯碱投加设备