- 品牌
- 图灵慧眼
- 型号
- DL4300
- 是否定制
- 是
- 配送方式
- 快递运输
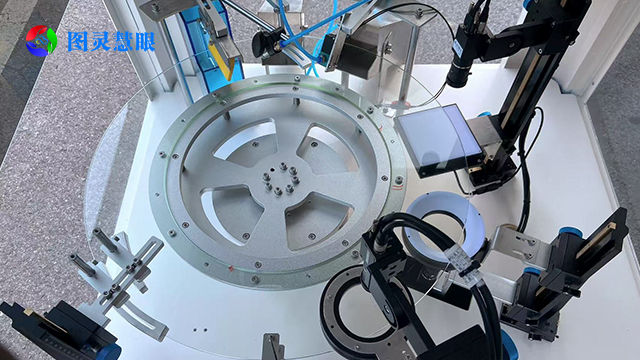
视觉检测筛选机与工业机器人的结合,催生了更智能、更灵活的自动化单元,即“视觉引导机器人”(Vision Guided Robotics, VGR)。在此应用中,视觉系统不再是检测站,而是机器人的“眼睛”。它先对随机摆放的工件进行定位和识别,计算出其精确的三维坐标和姿态,然后将这些坐标实时发送给机器人,引导机器人准确地抓取、装配或加工。这在上下料、分拣、拆垛、精密装配等场景中至关重要,解决了机器人“盲操”的局限性,极大地扩展了自动化应用的边界,是实现柔性智能制造的关键技术。视觉检测筛选机是保障安全、满足法规合规性的刚性需求。颜色分类视觉筛选机工厂
视觉检测系统的部署模式主要分为在线(In-line)和离线(Off-line)。在线检测集成在生产线中,产品在传送过程中实时完成检测和分拣,效率高,反馈及时,是主流模式。但对于极高精度的检测、复杂的产品(如需要多角度拍摄)、或生产节拍极快的场景,有时会采用离线模式。即从生产线取样,检测工作站上进行更详细、更耗时的分析,常用于精度校验、首件检测、实验室分析和在线检测程序的优化。两种模式 often 相互补充,共同构建完整的质量控制系统。颜色分类视觉筛选机工厂视觉筛选机在金属加工业,视觉检测用于钢板表面的锈斑、划伤检测,冲压件的形位尺寸测量。
在同时生产多种规格(不同尺寸、材质、颜色)O型圈的工厂中,不同批次产品的混料是严重的质量事故。该设备具备强大的自动识别与分选功能,能够有效杜绝混料。它可以通过测量O型圈的尺寸参数,自动判断其是否属于当前设定的规格。此外,如果不同规格的产品使用了不同颜色的胶料,设备还可以通过颜色识别功能进行区分。同时,设备可以与生产管理系统对接,为每一批检测合格的产品生成数据报告,记录检测数量、合格率、缺陷类型分布等信息,实现完善的产品质量追溯体系。
工业环境要求设备必须具备极高的可靠性和可维护性。视觉检测筛选机在设计上会采用工业级的组件(如IP67防护等级的相机、抗干扰的通讯线缆)、坚固的机械结构以抵抗振动。软件层面具备看门狗、自诊断功能,能在异常时自动复位或报警。同时,设计注重可维护性,模块化设计使得光源、相机、传感器等易损件能够快速更换,减少停机时间。提供清晰的维护手册和备件列表,并支持远程诊断,让工程师可以在线解决问题,极大提升了设备的平均无故障时间(MTBF)和平均修复时间(MTTR)。视觉筛选机检测包装完整性、生产日期、液位高低及内部异物,食品安全与包装合规。

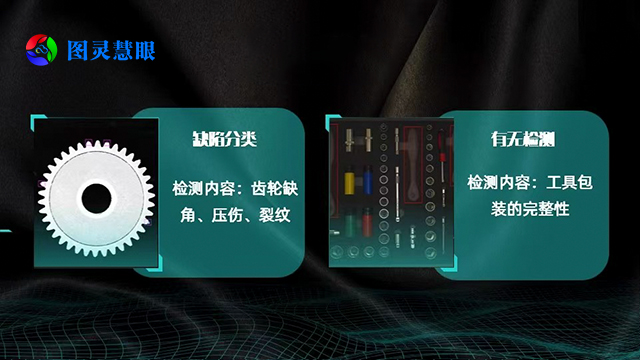
软件算法——检测系统的图像处理软件是视觉检测系统的“大脑”和智慧。其工作流程始于“图像预处理”,即采用滤波、增强、锐化等算法对原始图像进行优化,改善图像质量,为后续分析做准备。关键环节是“特征提取”,算法会根据检测任务,从图像中定位并抽取出关键信息,如边缘、轮廓、斑块、颜色、纹理、几何尺寸等。其次是“patternrecognition与决策”,将提取的特征与预先通过学习或设定建立的“黄金模板”或合格标准进行比对。这个过程可能涉及复杂的几何匹配、Blob分析、边缘检测、字符识别(OCR)、深度学习等算法。软件的智能化程度决定了系统能否处理复杂的、多变的、非量化的缺陷(如脏污、磨损),其稳定性和效率直接关系到整个设备的检测能力和速度。视觉筛选机是专为高速分拣设计的机器视觉设备,能根据预设标准自动对产品进行快速分类与分流。颜色分类视觉筛选机厂家
机器视觉筛选机不仅是一个质检工具,更是一个强大的数据采集终端。颜色分类视觉筛选机工厂
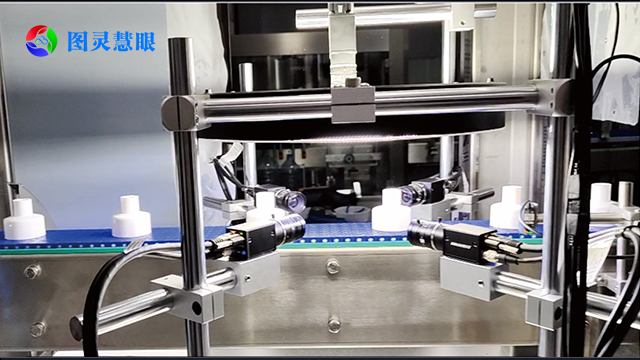
视觉检测筛选机是一种高度集成的自动化设备,它通过模拟并超越人类视觉功能,实现对产品的高速、高精度检测与自动分选。价值在于将传统依赖人眼判断的质量控制环节,转变为一种客观、稳定、可量化的数字化过程。在现代化工业大规模生产中,人工检测面临着效率低下、容易疲劳、标准不一、主观性强以及无法对微小缺陷进行持续有效判断等固有局限性。视觉检测筛选机则彻底克服了这些缺点,它由精密的光学成像系统、高速计算单元、智能图像处理软件和准确的执行机构组成,构成了一个完整的“感知-分析-决策-执行”闭环系统。这台机器不仅是简单的“看见”产品,更是“理解”产品的质量状态,并立即采取行动,将不合格品从生产线中剔除。它的引入是制造业迈向智能化、自动化的关键一步,直接关系到生产效益、成本控制与品牌声誉的建立。通过实现100%在线全检,企业能够降低不良品流出风险,提升产品一致性与可靠性,同时解放人力,使员工专注于更具创造性的工作。颜色分类视觉筛选机工厂
苏州图灵慧眼科技有限公司是一家专注于机器视觉、智能机器人、智能工业领域研发生产及销售为一体的高新技术企业,致力于各种机器视觉系统的开发与集成,为广大客户不仅提供简单、稳定、实用、通用的视觉检测解决方案。公司由经验丰富的工业自动化工程师和多年从事机器视觉领域、嵌入式设备研发工程师组成,专注推动机器视觉和机器智能领域科技进步为用户提供更好的工业智能产品,提高企业生产效率,公司产品能广泛应用于汽车制造、医疗器械、电子产品、包装印刷、半导体等制造行业。
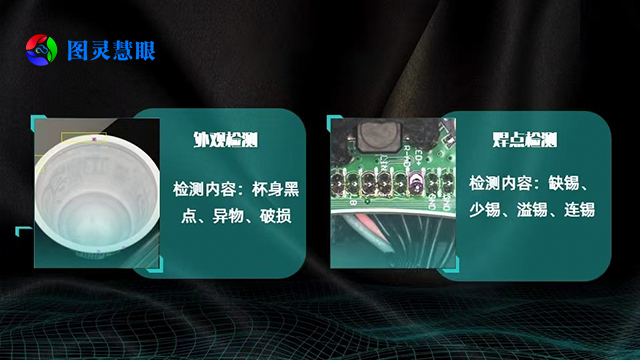
通常被称为OCR(光学字符识别)和OCV(光学字符验证),此功能涉及对产品标识信息的读取与判断。OCR是指识别并读取产品上印刷或打刻的字符、数字和符号,如生产日期、保质期、批号、序列号等,并将识别结果转换为文本数据存入数据库,实现产品追溯。OCV则侧重于验证字符的印刷质量,判断其是否存在漏印、错印、模糊、歪斜等缺陷,而不关心具体内容是什么。此外,机器视觉能高速、高成功率地读取一维条码和二维二维码,即使是在代码部分污染或破损的情况下,其纠错能力也远超人眼。这对于物流分拣、产品信息管理和防伪溯源至关重要。视觉筛选机深度学习利用神经网络处理复杂、多变的缺陷类型,大幅提升检测的准确性与适应性。金属件外...
- 全自动筛选机源头厂家 2026-04-19
- 无损检测筛选机多少钱 2026-04-06
- 机器视觉检测筛选机设备排名 2026-04-06
- 螺丝外观尺寸检测筛选机源头厂家 2026-04-05
- 筛选机供应商推荐 2026-02-12
- 丽水光学筛选机 2026-02-11
- 南通视觉影像筛选机 2026-02-08
- 盐城视觉筛选机 2026-02-07
- 衢州全自动视觉筛选机 2026-02-01
- 食品外观视觉检测筛选机 2026-01-30
- 无损检测筛选机 2026-01-26
- AI视觉筛选机 2026-01-26
- 食品外观视觉检测筛选机有哪些品牌 2026-01-25
- 颜色分类视觉检测筛选机哪家好 2026-01-23
- 视觉筛选机用户评价 2026-01-23
- 深度学习视觉检测筛选机厂家 2026-01-22





- 河北视觉检测系统方案 05-04
- 宁波图灵慧眼模具监视器大概价格多少 05-04
- 芜湖图灵慧眼模具监视器询问报价 05-04
- 六安视觉检测设备厂家 05-04
- 广州桌面式筛选机视觉检测设备 05-04
- 尺寸测量视觉检测设备 05-04
- 江西图灵慧眼模具监视器价格实惠 05-03
- 淮安视觉检测设备 05-03
- 苏州注塑机模具监视器报价 05-03
- 温州桌面式筛选机视觉检测设备 05-03