- 品牌
- VISEE,慧炬
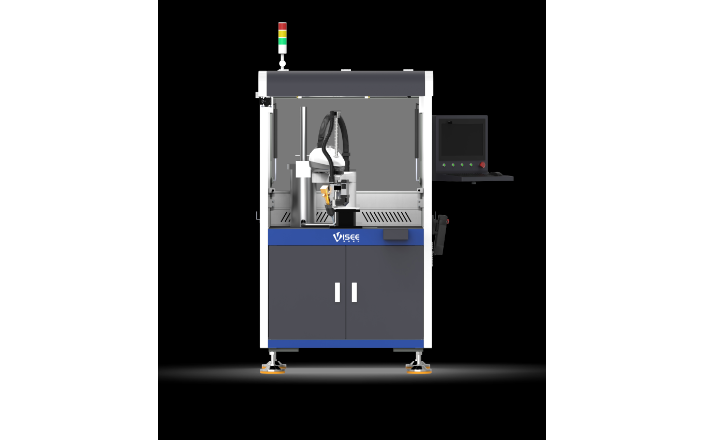
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
建立标准化作业流程(SOP)和完善的质量管控体系,是确保点胶生产规范性和产品质量稳定性的关键。标准化作业流程涵盖产前准备、生产过程、产后检验全环节:产前准备包括设备校准、胶水调配(按比例混合、搅拌、脱气)、基材预处理(清洁、除油、干燥)、治具安装调试;生产过程中严格执行预设参数(点胶压力、速度、时间、温度),操作人员每小时巡检一次设备状态和产品质量,记录关键数据;产后检验包括外观检查(胶点形状、位置)、尺寸测量(胶点大小、厚度)、性能测试(粘接强度、密封性、导热性),检验合格后方可入库。质量管控体系则包括:原材料检验(胶水、基材的性能检测)、过程质量控制点(关键工序抽样检验,抽样比例≥5%)、不合格品处理流程(原因分析、返工或报废)、质量追溯体系(记录生产批次、设备参数、检验结果,追溯周期≥3 年)。实施后,产品质量波动范围缩小 60%,客户投诉率降低 50% 以上。经济型点胶机为初创企业和中小批量生产提供高性价比方案。华东在线点胶机成交
点胶机
太空装备(如卫星、空间站部件)长期暴露在宇宙射线、极端温差环境中,对点胶机的密封涂胶技术提出抗辐射、耐高低温、低挥发的特殊要求。该领域点胶主要用于电子组件封装、结构件密封和线路板防护:电子组件封装采用抗辐射环氧胶,点胶量精度达纳升级,胶层厚度控制在 20-50μm,可承受 100kGy 以上辐射剂量;结构件密封选用硅橡胶,胶线宽度 1-2mm,耐温范围 - 150℃至 200℃,确保极端温差下无开裂、泄漏;线路板防护涂覆三防胶,涂层厚度 10-30μm,防潮、防盐雾、防辐射。点胶机采用真空点胶设计,避免胶层产生气泡,配备抗辐射材质的运动部件和传感器,通过 NASA 的低挥发物标准(TVOC≤0.1%)认证。在我国空间站舱部件生产中,该类点胶机实现了密封件 10 年以上使用寿命,泄漏率≤1×10^-8 mL/(min・Pa)。东莞皮带点胶机品牌热熔胶点胶机在纸箱、礼品盒等包装行业实现快速、牢固的封箱。
磁流变点胶技术利用磁流变流体(MRF)在磁场作用下粘度快速变化的特性,实现胶量的可控,点胶机通过在点胶头内置电磁线圈,实时调节磁场强度控制胶水流动状态。该技术适用于高粘度、触变性强的胶水(如导电胶、导热胶、结构胶),尤其适合复杂形状工件的点胶和微量涂覆。磁流变点胶机的优势在于响应速度快(磁场切换时间≤1ms)、胶量控制精度高(误差≤±1%)、出胶稳定性好,可有效解决高粘度胶水出胶不均、拉丝等问题。在新能源汽车电机线圈固定应用中,磁流变点胶机涂覆的结构胶使线圈粘接强度提升 30%,振动测试中无松动;在电子设备散热模块涂胶中,导热胶涂覆厚度均匀性误差≤±2%,散热效率提升 15%。目前,磁流变点胶机的磁场强度调节范围 0-2T,出胶速度可达 100mm/s,适配多种高粘度胶水类型。
针对产品对胶水性能的复合需求,多组分胶水混合点胶技术应运而生,点胶机通过集成混合模块,实现两种或多种胶水的在线混合与同步点胶,无需人工预混合,避免胶水浪费和性能衰减。该技术的在于混合比例控制和均匀混合:通过高精度计量泵(流量精度 ±0.5%)控制各组分胶水的输出量,混合比例可在 1:1 至 10:1 范围内调节;混合模块采用静态混合器或动态搅拌器,确保胶水混合均匀度≥98%,无分层、沉淀现象。多组分点胶机广泛应用于需要兼顾粘接强度和柔韧性的场景,如汽车结构件粘接(环氧胶 + 弹性体胶混合)、医疗器械封装(生物胶 + 固化剂混合)、新能源电池包灌胶(导热胶 + 阻燃剂混合)等。在汽车车身结构件粘接应用中,该类点胶机实现了混合比例误差≤±1%,粘接后的结构件抗冲击强度提升 25% 以上,同时缩短了胶水固化时间。点胶机采用环保设计,符合现代工业生产的绿色发展理念。

针对塑料、橡胶、生物材料等热敏性基材,低温点胶技术通过优化胶水配方和点胶工艺,在避免基材受热变形的同时,保障点胶效果,已成为点胶机的重要发展方向。低温点胶机的改进包括:适配低温固化胶水(固化温度≤60℃),如低温 UV 胶、湿气固化胶,无需高温加热;供胶系统采用常温输送设计,避免胶水加热导致的基材受热;点胶头配备冷却模块,控制出胶口温度≤30℃,防止局部高温损伤基材。在生物芯片制造中,低温点胶机用于滴涂生物试剂(如抗体、酶制剂),点胶温度控制在 25±2℃,避免生物试剂失活,点胶量精度达纳升级,试剂利用率≥95%;在塑料电子外壳点胶中,低温点胶避免了外壳变形、老化,胶接强度保持在 2-3MPa,满足使用要求。该技术使点胶机的基材适配范围大幅扩展,同时降低了设备能耗(较传统加热点胶机节能 40% 以上)。点胶机具备数据记录和追溯功能,满足质量管控和追溯要求。上海双头点胶机有哪些
点胶机支持多轴联动,实现复杂曲面和三维空间的点胶。华东在线点胶机成交
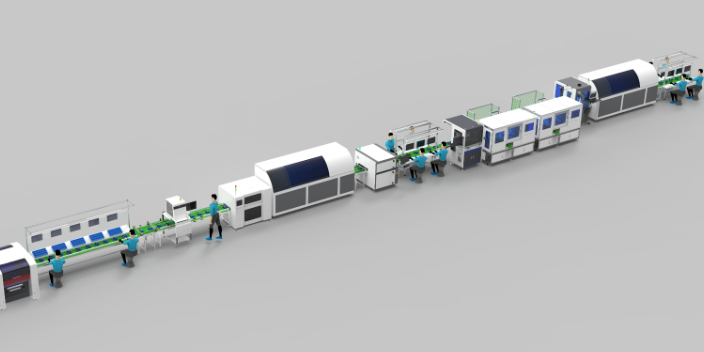
为实现全流程自动化生产,点胶机的自动化上下料系统集成已成为大规模量产场景的必然选择,提升生产效率、减少人工干预。自动化上下料系统主要包括上料机构、下料机构、物料缓存装置和搬运机器人:上料机构采用振动盘、料带送料机或桁架机器人,将待点胶工件输送至点胶治具,定位精度 ±0.01mm;下料机构通过真空吸盘或夹爪,将点胶固化后的工件从治具中取出,分类输送至检测工位或包装工位;物料缓存装置采用皮带输送线或料仓,协调上下料节奏,避免因前后工序速度不匹配导致的生产停滞;搬运机器人(如 SCARA 机器人、六轴机器人)负责工件在各设备间的转运,运动速度可达 2m/s,重复定位精度 ±0.02mm。该系统与点胶机的控制系统无缝对接,实现生产节拍的匹配,生产效率较人工上下料提升 60-100%,同时减少了人工接触工件导致的污染和损伤,产品合格率提升 3-5%。华东在线点胶机成交
- 广东高速点胶机功能 2026-04-29
- 苏州高精度点胶机品牌 2026-04-29
- 广东引脚包封点胶机 2026-04-29
- 河北点胶机企业 2026-04-28
- 电路板点胶机有哪些 2026-04-28
- 天津皮带跟随点胶机价格 2026-04-28
- 华南点胶机品牌 2026-04-28
- 广东围坝点胶机哪家好 2026-04-28
- 佛山视觉点胶机厂家 2026-04-28
- 山东AB胶点胶机哪家好 2026-04-28
- 华南皮带点胶机怎么样 2026-04-28
- 北京精密点胶机销售厂家 2026-04-28