- 品牌
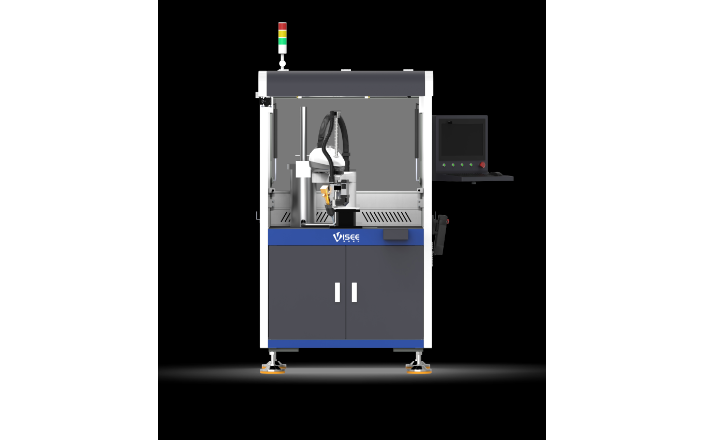
- VISEE,慧炬
- 型号
- G300
- 类型
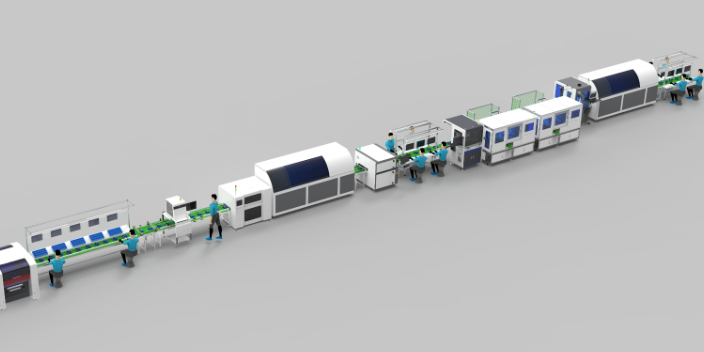
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
点胶机的生产和使用需符合多项行业标准和合规性要求,确保设备的安全性、环保性和产品质量的可靠性。国内标准包括:机械行业标准《点胶机 通用技术条件》(JB/T 13053-2017),规定了点胶机的技术要求、试验方法、检验规则;环保标准《大气污染物综合排放标准》(GB 16297-1996),限制溶剂型胶水点胶时 VOCs 的排放;安全标准《机械安全 机械电气设备》(GB 5226.1-2019),保障设备的电气安全和操作安全。国际标准方面,需符合 ISO 9001 质量管理体系认证、欧盟 CE 认证(电磁兼容、机械安全)、美国 UL 认证(电气安全)。此外,不同应用领域还有专项标准:电子行业需符合 IPC-A-610 电子组件可接受性标准;医疗器械行业需符合 ISO 13485 医疗器械质量管理体系标准;汽车行业需符合 IATF 16949 汽车行业质量管理体系标准。企业需确保设备设计、生产、使用全流程符合这些标准,才能进入目标市场,保障产品的市场竞争力。点胶机的技术升级不断提升点胶精度、速度和工艺多样性。江西UV胶点胶机
点胶机
3D 打印与点胶技术的融合形成复合点胶 3D 打印技术,点胶机作为 3D 打印头,将功能性材料(如导电胶、绝缘胶、生物材料、陶瓷浆料)按三维模型涂覆成型,实现复杂结构功能件的一体化制造。该类点胶机配备高精度运动控制系统(重复定位精度 ±0.005mm)和容积式计量泵,出胶量精度≤±1%,支持多种材料的混合打印和梯度打印。在电子功能件 3D 打印中,可同时打印导电胶(电路)和绝缘胶(基底),实现电子器件的快速成型;在生物 3D 打印中,采用生物相容性材料打印组织工程支架,涂层孔隙率和孔径可调控(孔径 50-200μm);在陶瓷部件打印中,陶瓷浆料涂覆后经烧结形成高密度陶瓷件(致密度≥95%)。某电子企业应用该技术后,电子功能件的研发周期从 3 个月缩短至 1 周,制造成本降低 40% 以上。安徽RTV点胶机技巧经济型点胶机为初创企业和中小批量生产提供高性价比方案。

数字孪生技术与点胶机的深度融合,通过构建设备、工艺、工件的虚拟数字模型,实现点胶过程的全流程仿真与优化。点胶机的数字孪生系统整合了运动学模型、流体动力学模型、胶水固化模型等多物理场模型,可在虚拟环境中模拟不同参数组合下的点胶效果,提前预判胶点变形、溢胶、缺胶等缺陷,优化点胶路径和参数。在生产线调试阶段,虚拟调试功能可缩短调试周期 40% 以上,减少物理样机损耗;在生产过程中,数字孪生模型实时映射物理设备运行状态,通过对比虚拟与实际生产数据,动态调整工艺参数,提升产品一致性。某半导体封装企业应用该技术后,点胶工艺优化周期从 2 周缩短至 3 天,产品合格率提升 2.5%,年生产成本降低 1200 万元。
太空装备(如卫星、空间站部件)长期暴露在宇宙射线、极端温差环境中,对点胶机的密封涂胶技术提出抗辐射、耐高低温、低挥发的特殊要求。该领域点胶主要用于电子组件封装、结构件密封和线路板防护:电子组件封装采用抗辐射环氧胶,点胶量精度达纳升级,胶层厚度控制在 20-50μm,可承受 100kGy 以上辐射剂量;结构件密封选用硅橡胶,胶线宽度 1-2mm,耐温范围 - 150℃至 200℃,确保极端温差下无开裂、泄漏;线路板防护涂覆三防胶,涂层厚度 10-30μm,防潮、防盐雾、防辐射。点胶机采用真空点胶设计,避免胶层产生气泡,配备抗辐射材质的运动部件和传感器,通过 NASA 的低挥发物标准(TVOC≤0.1%)认证。在我国空间站舱部件生产中,该类点胶机实现了密封件 10 年以上使用寿命,泄漏率≤1×10^-8 mL/(min・Pa)。点胶机支持多轴联动,实现复杂曲面和三维空间的点胶。

预测性维护技术基于设备运行数据的深度分析,提前预判潜在故障,避免突发停机导致的生产损失,是点胶机运维的重要发展方向。该技术通过在设备关键部件安装传感器(振动传感器、温度传感器、压力传感器、电流传感器),实时采集运行数据:振动传感器监测电机、丝杠、点胶阀的振动频率,识别部件磨损状态;温度传感器监测电机、加热器、点胶头的温度,预警过热故障;压力传感器监测供胶压力,判断管路堵塞或泄漏;电流传感器监测电机电流,分析负载变化。通过 AI 算法对历史故障数据和实时运行数据进行建模,预测故障发生时间(误差≤±24 小时),并推送维护计划(如更换磨损的密封件、清洁堵塞的管路)。某汽车零部件企业应用后,设备突发故障停机时间减少 70%,维护成本降低 28%,设备使用寿命延长 20%。点胶机的使用减少了人工误差,提升了产品的整体合格率。江西汽车电子点胶机建议
热熔胶点胶机用于包装、电子等行业,实现快速固化与粘接。江西UV胶点胶机
点胶机在运行过程中可能会出现多种故障,影响生产效率和点胶质量,常见故障包括出胶不均、点胶位置偏差、胶水泄漏、针头堵塞、固化不完全等,针对这些故障需采取相应的解决方法。出胶不均是最常见的故障,主要原因包括胶水粘度波动、供胶压力不稳定、点胶速度不一致、针头磨损等,解决方法包括稳定胶水粘度(加热或降温)、调整供胶压力、校准点胶速度、更换磨损针头等;点胶位置偏差通常是由于视觉定位不准确、运动系统精度下降、工件定位偏差等导致,需重新校准视觉系统、检查运动部件的磨损情况、调整治具定位;胶水泄漏可能是由于供胶管路密封件损坏、点胶阀密封不良、胶桶盖未拧紧等原因,需更换密封件、检修点胶阀、拧紧胶桶盖;针头堵塞多因胶水干结、杂质混入或针头口径过小,解决方法包括清洗针头、过滤胶水、更换合适口径的针头;固化不完全多与固化温度、时间或胶水配比有关,需提高固化温度、延长固化时间或检查胶水配比是否正确。此外,设备运行异常如噪音过大、电机过热等,可能是由于润滑不足、负载过大或电路故障,需添加润滑油、减轻负载或检修电路系统。江西UV胶点胶机
- 广东高速点胶机功能 2026-04-29
- 苏州高精度点胶机品牌 2026-04-29
- 广东引脚包封点胶机 2026-04-29
- 河北点胶机企业 2026-04-28
- 电路板点胶机有哪些 2026-04-28
- 天津皮带跟随点胶机价格 2026-04-28
- 华南点胶机品牌 2026-04-28
- 广东围坝点胶机哪家好 2026-04-28
- 佛山视觉点胶机厂家 2026-04-28
- 山东AB胶点胶机哪家好 2026-04-28
- 华南皮带点胶机怎么样 2026-04-28
- 北京精密点胶机销售厂家 2026-04-28