科力迩的设备采用智能控制系统,实时监控ORP、pH值等参数,支持远程调控。系统具备在线清洗功能,可维持长期稳定运行。故障预警准确率超过95%,运维响应速度提升70%。针对高盐度废水处理,科力迩技术在漳州垃圾渗滤液项目中取得突破。进水盐含量超过30000mg/L,经非均相臭氧氧化工艺处理30分钟,出水COD降至60mg/L以下,色度降低至5以下。该技术在高盐环境下仍保持稳定催化效率。科力迩的技术方案投资回收期较短,一般2-3年可收回投资成本。与传统芬顿法相比,污泥产生量减少约90%,能耗降低50%以上。这些优势使技术在多个行业获得广泛应用,包括中石化、中石油、中海油等大型企业。深圳科力迩科技有限有限公司研发的系列废水处理设备,处理规模灵活,单台处理量高达500m³/h。采油污水处理生产

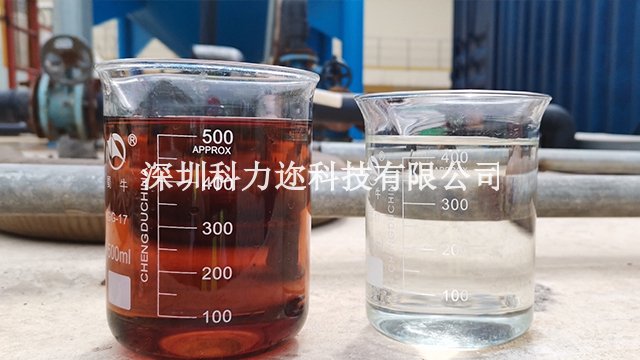
科力迩科技的废水处理技术采用CDFU旋流溶气气浮装置,该装置融合了旋流离心分离、溶气气浮分离与超微气泡技术,形成一体化处理系统。该系统通过产生粒径5-30微米的超微气泡,大幅提高油水分离效率,单级除油率超过90%,悬浮物去除率达到85%以上。设备处理停留时间*1-5分钟,占地面积*为传统工艺的1/3,特别适合空间受限的工业场景。在炼化行业废水处理中,科力迩的CDFU技术展现出优异性能。该系统采用纯物理破乳工艺,无需化学药剂添加,从源头避免含油污泥产生。通过全密闭带压运行设计,彻底杜绝臭气泄漏风险,确保操作安全性和环保性。实际应用数据显示,该系统可将进水含油量从≤10000mg/L降至≤10mg/L,悬浮物从≤500mg/L降至≤20mg/L。垃圾焚烧厂渗滤液处理装置深圳科力迩科技的污水处理产品,原子层沉积技术改性滤料,具备超亲水纳米结构。

在合作伙伴方面,深圳科力迩科技有限公司凭借在废水处理领域的技术实力与服务能力,与众多**企业建立长期合作关系,包括中国石化、中国石油、CATL 宁德时代、格林美、延长石油、东明石化、京博控股、贝克休斯、中国电建、光大国际等。这些合作伙伴涵盖石油化工、新能源、环保、电力等多个领域,在合作过程中,公司根据不同行业的废水处理需求,提供定制化解决方案,凭借设备的稳定性能与处理效果,获得合作伙伴的***认可,进一步提升了公司在废水处理行业的品牌**度与市场影响力。
深圳科力迩科技有限公司在废水处理设备研发中,始终注重节能与环保的双重需求。其自主研发的高效溶气气浮设备,通过优化溶气系统设计,大幅提升溶气效率,减少能耗消耗;臭氧催化氧化设备则采用新型催化剂,提高臭氧利用率,降低药剂投加量,减少二次污染风险。深圳科力迩科技有限公司这些设备在实际应用中,不仅能满足废水处理达标要求,还能帮助企业降低运行成本,符合国家 “双碳” 目标下的绿色发展需求,成为众多工业企业的推荐方案。深圳科力迩科技有限有限公司研发的系列废水处理设备,模块化滤芯设计支持快速更换,维护简便。

在海外废水处理市场拓展中,深圳科力迩科技有限公司凭借技术实力与服务能力,成功参与多个国际项目。例如在某国外大型炼油厂循环水处理项目中,公司针对该项目大处理量(接近 6000 立方米 / 小时)的需求,定制研发高效聚结压力除油器,深圳科力迩科技有限公司设备能在高负荷运行下保持稳定的油水分离效果,确保炼厂循环水系统水质达标,保障生产稳定。此次合作不仅展现了中国废水处理技术的国际竞争力,也为公司进一步开拓海外市场奠定基础。深圳科力迩科技有限有限公司研发的系列废水处理设备,全密闭带压运行零泄漏,安全环保。制药污水处理设备
深圳科力迩科技的污水处理产品,处理规模灵活,单台处理量可达500m³/h。采油污水处理生产
在国际污水处理市场中,深圳科力迩科技有限公司也展现出强劲实力。2025年7月,公司成功中标国外某大型炼油厂循环水处理系统项目,该项目设计处理量接近6000立方米/小时,对设备性能和稳定性要求极高。公司凭借**产品高效聚结压力除油器的***技术优势赢得客户信赖,该设备能保障炼厂循环水系统稳定运行,提升水质,满足严格环保标准,深圳科力迩科技有限公司此次中标标志着公司先进的污水处理技术获得国际认可,也为公司拓展国际污水处理市场奠定基础。采油污水处理生产
深圳科力迩科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳科力迩科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!