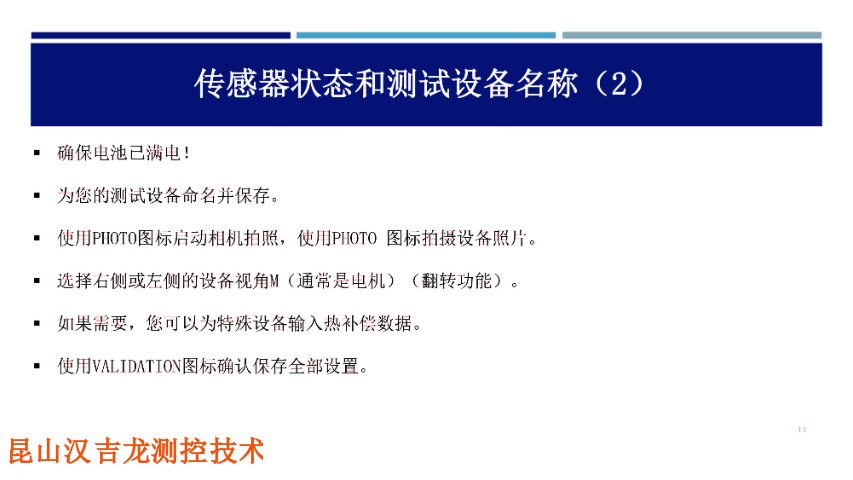
使用激光轴校正仪(以苏州汉吉龙AS500为例)进行轴校正需遵循“准备-安装-采集-分析-调整-验证”的**流程,操作可依托设备的3D动态视图与自动计算功能,降低专业经验依赖。以下是具体步骤:一、校正前准备工作设备状态确认停机并切断设备电源,确保轴系完全静止;若刚停机,需等待轴体冷却至环境温度(或按需...
激光轴校准仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光轴校准仪企业商机
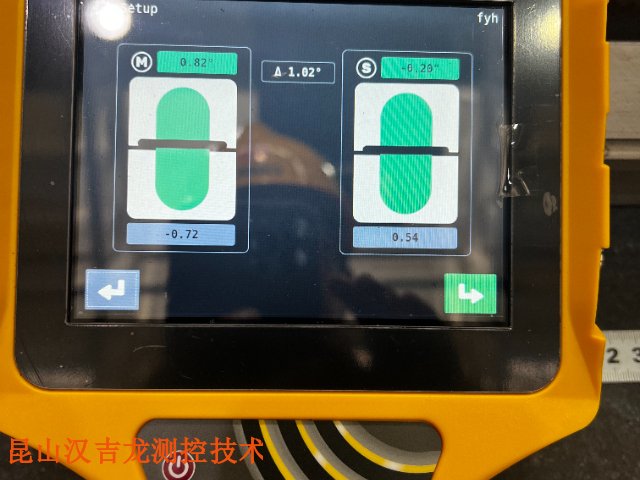
传感器布局与安装分布式支架设计:采用航空级铝合金磁吸式支架(吸力≥50kg),或链条夹具(锁紧力≥80N・m),确保传感器与轴面紧密贴合。对于跨距>5米的轴系,加装激光反射镜(如EKSMA宽带反射镜,反射率>99%),通过多次反射延长测量距离至10米,精度保持±0.002mm。坐标系统一标定:使用标准芯棒(直径公差±0.001mm)建立全局坐标系,通过旋量理论将各轴传感器数据转换至同一参考系。多维度数据采集静态与动态同步采集:主轴静止时采集初始偏差(如径向0.015mm、角度0.02°),低速旋转(100-300r/min)时同步记录0°、90°、180°、270°四个位置的激光偏移数据。AS500自动生成“偏差-角度”曲线,识别周期性跳动(如因轴颈磨损导致的规律性偏差)。多轴联动采集:针对多级转子系统(如压缩机群),采用矢量投影法,通过多传感器阵列同步采集各轴段数据,构建三维偏差模型。联轴器不对中测量仪,苏州汉吉龙原厂直供 AS 系列。自主研发激光轴校准仪找正方法

材质特性定义用户需输入设备轴系材料(如铸钢、铝合金)的热膨胀系数(如钢为11×10⁻⁶/℃),以及柔性联轴器弹性体的弹性模量(如聚氨酯为2.5GPa)和热膨胀系数(如1.2×10⁻⁵/℃)。这些参数构成算法的基础数据库,确保对不同材质的热变形特性进行精细建模。工况参数设定输入设备运行的目标温度(如100℃)和环境基准温度(如25℃),系统根据温差计算轴系的理论膨胀量。例如,某化工泵轴长5米,温度升高75℃时,算法预测钢轴的线性膨胀量为5×75×11×10⁻⁶=0.004125mm。三维几何建模算法基于轴径、跨距等结构参数,构建轴系的虚拟三维模型。通过3D动画实时模拟冷态到热态的膨胀过程,橙色渐变区域直观显示预测的热态偏差方向(如径向偏移0.12mm),并生成冷态预调整方案(如“主动轴垫高0.09mm、从动轴左移0.07mm”)。常见激光轴校准仪调试激光轴同心度检测仪 轴系同心度高效检测。

在精密制造领域,机床主轴同轴度偏差是导致加工精度衰减、部件磨损加速的**诱因。激光同轴仪凭借 **±0.001mm 微米级精度 ** 和智能化检测能力,成为机床主轴同轴度检测的**工具。激光检测**原理双光束定位技术:通过发射两束平行激光(波长650nm,ClassII安全等级),分别投射到主轴两端的CCD传感器(分辨率0.1μm),实时捕捉主轴旋转时的径向偏移量。动态热补偿算法:内置温度传感器(精度±0.5℃)实时监测主轴温度,自动修正热膨胀导致的测量偏差。
维度精度验证重复性测试:连续3次采集数据,偏差波动≤±0.002mm,确保测量稳定性。例如某石化厂压缩机校中时,三次测量的径向偏差分别为0.021mm、0.019mm、0.020mm,满足ISO1940-1G2.5平衡等级要求。振动频谱分析:AS500的ICP传感器(1Hz~14kHz)实时监测振动速度,校中后需满足ISO10816-3标准(如≤2.8mm/s)。2.文档化验收生成PDF报告:校中完成后,AS500自动生成包含偏差数据、调整记录、热态补偿值、振动频谱的PDF报告,支持USB导出或云端存储(汉吉龙云平台),便于设备全生命周期追溯。第三方认证:对于高精度需求场景(如核电、航空),可邀请第三方机构使用NIST溯源标准砝码进行校准,确保设备精度符合ISO21940-19等国际规范。电机激光对中仪 电机轴系精确对中原厂直供。

在工业领域,多轴系同心度同步检测是保障复杂设备(如压缩机、汽轮机、机床主轴群)稳定运行的**技术。苏州汉吉龙测控技术(HOJOLO)代理的法国 SY 技术公司 AS500 激光对中仪,结合多传感器同步采集、动态热补偿及智能算法,为多轴系同心度检测提供了全流程解决方案,可实现 ±0.001mm 级精度控制。多传感器同步采集技术硬件同步机制:采用EtherCAT实时工业总线,通过FPGA生成全局触发信号,确保分布在多轴上的激光传感器(如AS500的双激光束模块)在微秒级时间内同步采集数据。激光轴校正仪适配不同型号的卧式设备的参数详情。常见激光轴校准仪调试
热膨胀联轴器仪 联轴器热态膨胀偏差补偿。自主研发激光轴校准仪找正方法
苏州汉吉龙测控技术有限公司(HOJOLO)生产的AS500红外振动对中仪,通过多技术融合实现了工业设备校准的高精度与可靠性,其**精度指标如下:一、激光对中系统的微米级精度基础测量能力采用法国原厂635-670nm半导体激光发射器与30mm高分辨率CCD探测器,径向偏差测量精度达**±0.001mm**,角度偏差**±0.001°,较传统百分表法提升100倍。该技术通过激光束能量中心位移计算轴偏差,在10米长跨距场景下重复性误差小于±0.002mm**,尤其适用于汽轮机、发电机等大型精密设备。自主研发激光轴校准仪找正方法
与激光轴校准仪相关的文章

工厂激光轴校准仪企业
- 三合一激光轴校准仪怎么样 2026-05-15
- 瑞典激光轴校准仪制造商 2026-05-15
- 国产激光轴校准仪 2026-05-15
- 马达激光轴校准仪公司 2026-05-14
- synergys激光轴校准仪特点 2026-05-14
- 租用激光轴校准仪使用视频 2026-05-14
- HOJOLO激光轴校准仪供应商 2026-05-13
- 教学激光轴校准仪哪里买 2026-05-13
- synergys激光轴校准仪定制 2026-05-13
- 原装进口激光轴校准仪视频 2026-05-13
- 租用激光轴校准仪厂家排名 2026-05-13
- 爱司激光轴校准仪保养 2026-05-13
与激光轴校准仪相关的产品



与激光轴校准仪相关的新闻
-
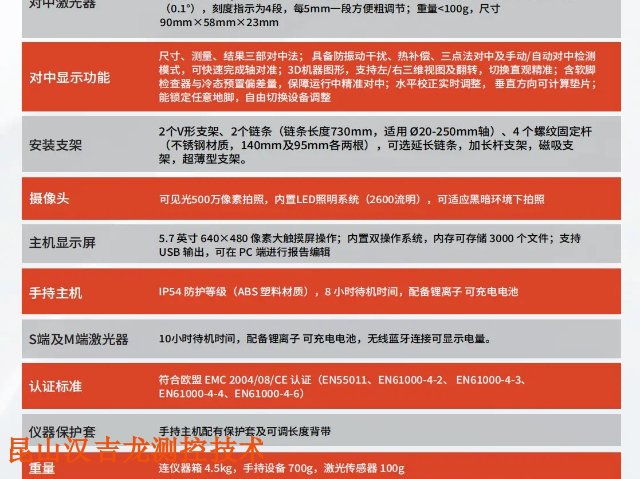
工厂激光轴校准仪装置 2026-05-13 09:08:32硬件集成与环境适应性轻量化设计:碳纤维材质测量单元*重75g,可嵌入20mm间距的设备间隙。无线传感器与倾角仪摆脱电缆束缚,安装时间缩短至2分钟以内。高防护性能:IP54防护等级可在粉尘、水溅环境中稳定运行,-20℃~60℃宽温域工作能力适配矿山、冶金等恶劣工况。多场景兼容:支持轴径Ø2...
-
基础款激光轴校准仪用途 2026-05-13 02:02:53多维度评估:操作规范性:通过SAT500的过程记录功能,检查学员是否遵循“先水平后垂直”“先粗调后精调”的操作顺序。问题解决能力:设置未知故障场景(如联轴器半接手磨损),学员需通过测量数据(如径向偏差在不同角度差异>0.05mm),判断问题根源并提出更换方案。团队协作:模拟多轴联动校正(如造纸机烘缸...
-
马达激光轴校准仪现状 2026-05-13 07:03:22苏州汉吉龙激光轴校正仪为原厂直销产品,**优势是精细适配卧式与立式设备轴系校正,兼具高测量精度与便捷操作,可直接对接原厂技术与服务支持。一、**适配能力:覆盖卧式/立式设备该激光轴校正仪通过结构设计与功能优化,实现对两类设备的针对性适配,无需额外改装即可直接使用。卧式设备适配支持轴径范围Ø20-25...
-
设备激光轴校准仪电话 2026-05-13 05:03:34Hojolo 激光找正仪(品牌所属苏州汉吉龙测控技术)是一款专为旋转设备联轴器精确找正设计的工业级工具,**优势体现在高精度、智能化和全场景适配性上,尤其适合石化、电力、冶金等对设备稳定性要求极高的行业。以下从技术原理、产品特性、实际应用及行业对比四个维度展开分析:一、技术原理与**优势微米级精度保...
与激光轴校准仪相关的问题
新闻资讯
产品推荐
-

国产联轴器对中服务现状
2026-05-26 -

国内泵轴热补偿对中仪工作原理
2026-05-26 -
专业泵轴热补偿对中仪连接
2026-05-26 -

S和M泵轴热补偿对中仪的作用
2026-05-26 -

工厂轴对中校准测量仪找正方法
2026-05-26 -

租用角度偏差测量仪怎么样
2026-05-26 -

基础款便携同心度检测仪用途
2026-05-26 -
质量角度偏差测量仪的作用
2026-05-26 -

工厂轴心激光校正仪供应商
2026-05-26