常州康普斯冶金设备科技有限公司的金属导辊采用 “基材锻造 + 表面强化” 的复合工艺,基材选用质量 42CrMo 合金钢,经调质处理后确保强韧性;表面采用高速钢堆焊技术,形成厚度 3-5mm 的耐磨层。公司对基材的锻造过程实行全程质量监控,每批次基材都需进行金相组织检测,确保无内部疏松、裂纹等缺陷。堆焊过程中,上料翘板的倾斜设计与支撑座的滑动调节,使辊体旋转更平稳,熔覆层结合强度达 350MPa 以上。在重卷机应用中,该导辊可承受 2000m/min 的线速度,表面磨损量控制在 0.02mm / 万小时,较普通导辊维护频率降低 70%,某重型机械企业使用后,年减少导辊更换成本超 80 万元。锻钢中间辊在轧制过程中起到传递轧制力与分配负载的作用。河南中间轧辊报价表
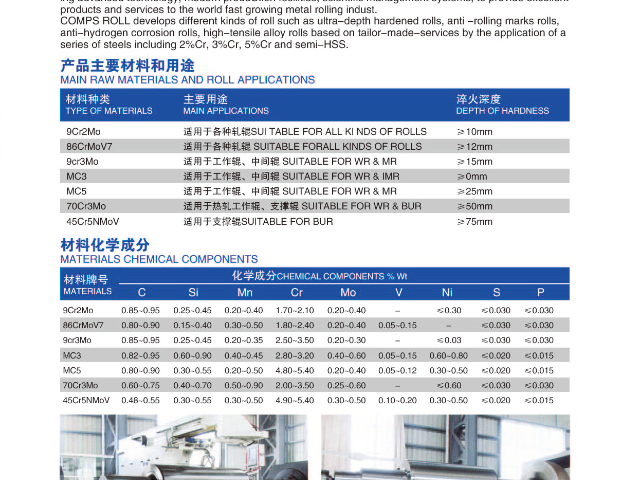
典型热轧工作辊材质分类根据合金含量和性能特点,热轧工作辊主要有以下几类:1.60CrNiMo系列(常规锻钢辊)典型成分:C:0.55-0.65%,Cr:0.8-1.5%,Ni:0.8-1.5%,Mo:0.2-0.4%特点:具有良好的强韧性配合,综合性能均衡。是应用*****的传统热轧辊材质,适用于精轧前段和粗轧。2.高铬钢辊(HighChromiumSteel-HSS)典型成分:C:0.7-0.9%,Cr:3.0-5.5%,Mo:1.5-3.0%,V:0.2-0.8%特点:极高的耐磨性:含有大量高硬度的MC型和M₇C₃型碳化物。优良的抗热裂性:高温强度好。成本较高。应用:主要用于精轧机架(F1-F4),尤其是对带钢表面质量要求高的场合。青海出口轧辊原材料该类工作辊通常采用合金锻钢或合金铸钢,经模锻、调质、深冷处理、表面淬火及精密磨削等工艺制造而成。

常州康普斯冶金设备科技有限公司的铝箔轧辊采用碳纤维复合材料与金属镶套的组合结构,辊体重量较传统钢辊减轻 60%,设备启动能耗降低 25%。公司针对铝箔轧制易粘连的问题,与高校合作研发特氟龙涂层配方,经过上百次涂层附着力测试,确定比较好涂覆工艺。表面采用特氟龙涂层处理,摩擦系数降至 0.08,有效防止铝箔粘连。**检测装置可对辊面进行多方位冲击测试,确保涂层附着力达标。某铝箔企业应用后,轧制速度从 800m/min 提升至 1200m/min,成品率从 92% 提升至 97%,年增加铝箔产量超 5000 吨。
磨削: 轧辊在使用一定周期后,表面会出现磨损、粗糙度上升或微小裂纹,必须从轧机上拆下,在专门的轧辊磨床上进行磨削,去除疲劳层,恢复其尺寸精度和表面光洁度。探伤: 每次磨削后和使用前,都必须使用超声波、磁粉或涡流等无损探伤技术,检查轧辊内部和表面是否存在裂纹、夹杂等缺陷,防止事故发生。冷却与润滑: 在轧制过程中,必须使用大量的轧制油或乳化液对轧辊和铝材进行喷射,起到冷却、润滑和清洗的作用。良好的冷却能有效延缓热裂纹的产生。使用寿命: 一根轧辊从新辊到报废,其总磨削量是有限的。通过优化轧制工艺、提高轧辊质量和完善维护制度,可以比较大化其使用寿命,降低吨铝成本。经模锻、调质、深冷处理、表面淬火及精密磨削等工艺制造而成。

冷轧工作辊在极其恶劣的工况下运行:极高的机械应力: 承受巨大的交变轧制力、弯曲应力和接触应力。剧烈的摩擦与磨损: 与带钢表面高速相对滑动,导致辊面不断磨损。热冲击与热疲劳: 轧制变形能转化为热量,使辊身表面在瞬间升温(可达数百度),而在与带钢分离或进入冷却液时又迅速冷却,形成周期性的热循环,容易导致热疲劳裂纹(龟裂)。化学腐蚀: 轧制润滑剂和冷却液可能对其产生一定的化学作用。四、 性能要求基于上述恶劣工况,冷轧工作辊必须具备以下关键性能:高硬度与高耐磨性: 保证在长时间轧制后,辊形和表面粗糙度保持稳定,延长换辊周期。**度和韧性: 抵抗巨大的轧制力和冲击载荷,防止断辊或剥落等恶性事故。优良的抗热疲劳性: 抵抗由热循环引起的热裂纹的产生和扩展。均匀的组织和性能: 确保辊身全长硬度均匀,辊型稳定,轧出的带钢厚度和板形均匀。良好的切削与磨削性能: 便于在使用后修复辊面、加工出所需的粗糙度和辊型。用于分担轧制载荷并保持轧制系统的稳定性。云南钢轧辊报价
加热辊套使其膨胀后套入辊芯,冷却后形成紧密结合。河南中间轧辊报价表
常州康普斯冶金设备科技有限公司的锻钢轧辊依托便于拆装的斜孔成型车床,实现轧辊内部油路孔、定位孔的高效加工。公司自主设计的斜孔成型车床已获得国家**,其空心板与调节螺栓的组合结构,是研发团队结合 1000 余组加工数据优化而成,能很大程度减少装夹误差。空心板与调节螺栓的组合设计,使工件装夹时间缩短至 5 分钟以内,钻孔位置误差控制在 ±0.1mm。轧辊加工过程中,采用**磨削装置的三角杆与滑动套板结构,配合螺纹抵触杆的柔性限位,既保证夹持稳定性,又能在磨削过载时实现缓冲保护。在不锈钢冷轧生产线中,这款轧辊可将带钢厚度公差控制在 ±0.003mm,满足食品级不锈钢薄板的严苛要求,目前已为国内 5 家大型不锈钢企业提供批量供货服务。河南中间轧辊报价表
常州康普斯冶金设备科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,常州康普斯冶金设备科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!