- 品牌
- 世展
- 型号
- 齐全
钢材是雷亚架**传统的材质,凭借**度、高韧性的特点广泛应用于承重要求较高的场景。钢材雷亚架的加工流程主要包括原材料切割、钢管弯曲矫正、圆盘冲压成型、构件焊接、表面处理等环节。在焊接环节,通常采用二氧化碳气体保护焊,确保焊缝均匀饱满,焊接后需进行除渣处理;表面处理多采用热镀锌工艺,将构件浸入熔融的锌液中,形成均匀的锌层,有效提高抗腐蚀能力,延长使用寿命。钢材雷亚架的缺点是自重较大,运输和安装过程中需要消耗更多人力。培训内容包括雷亚架的结构原理、安装流程、安全规范以及应急处理措施等。成都定制雷亚架价格

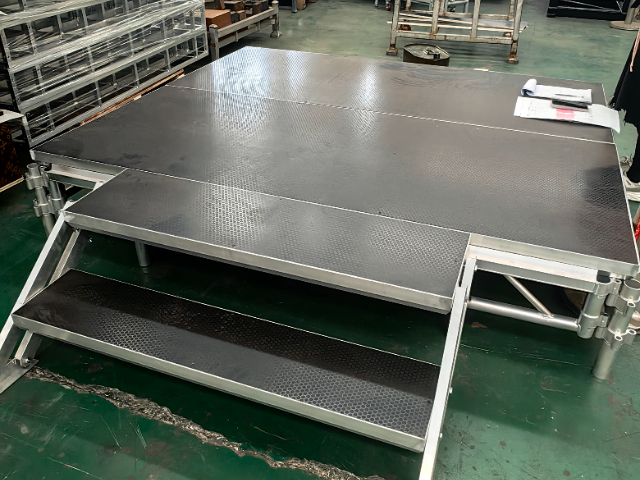
按照承载能力的差异,雷亚架可分为轻型、中型和重型三个等级。轻型雷亚架的单立杆允许荷载通常在 10-30kN 之间,主要用于展位搭建、小型舞台等荷载较小的场景;中型雷亚架的单立杆允许荷载在 30-60kN 之间,适用于一般建筑施工、中型舞台等场景;重型雷亚架的单立杆允许荷载超过 60kN,主要用于桥梁施工、大型设备支撑等对承重要求极高的工程。承重等级的划分主要依据材质强度、构件规格和结构设计,不同等级的雷亚架在组件厚度、节点强度等方面存在***差异。钢铁雷亚架对于模板支撑、舞台搭建等场景,需在顶托上方铺设面板材料,如木板、钢板等。

某跨江大桥施工项目中,采用了重型钢材雷亚架作为现浇箱梁的模板支撑系统。该项目的箱梁跨度大、荷载重,对支撑结构的稳定性和承载能力要求极高。施工团队根据工程需求,设计了间距为1.2米的立杆布置方案,采用双层斜杆交叉布置,增强结构的抗倾覆能力。雷亚架的底座采用混凝土垫层加固,顶托精确调整模板标高,确保箱梁浇筑的平整度。在施工过程中,通过实时监测系统对雷亚架的受力和变形进行监控,及时发现并处理了局部节点松动的问题。**终,该雷亚架支撑系统成功保障了箱梁浇筑施工的安全和质量,缩短了施工周期。
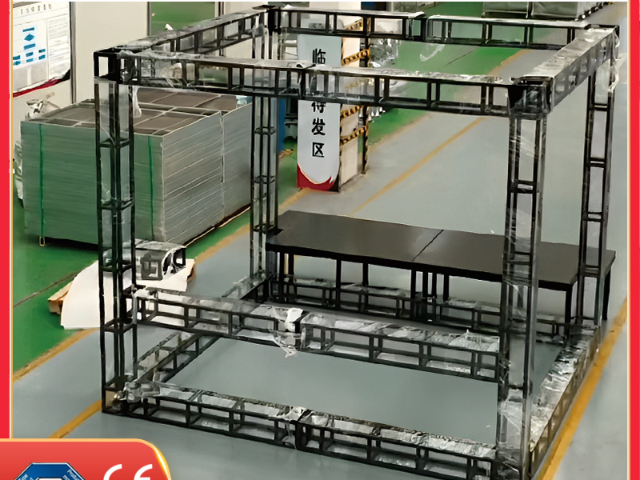
灯光音响架是雷亚架在演艺领域的另一重要应用,用于悬挂舞台灯光、音响、LED 显示屏等设备。这类架子通常需要搭建至一定高度,对结构的稳定性和抗倾覆能力要求较高。在设计时,会根据设备的重量计算荷载,合理规划立杆的间距和斜杆的布置,确保结构能够承受设备的重量和风力等外部荷载。部分灯光音响架还会采用桁架与雷亚架结合的结构,既保证了稳定性,又提升了造型的灵活性,可根据演出主题搭建出不同的视觉效果。可根据演出主题搭建出不同的视觉效果。设计环节将采用 BIM 技术与三维建模,实现按需定制化设计。

多功能化与集成化是雷亚架产品的发展方向之一。未来,雷亚架将不再局限于单一的支撑和搭建功能,而是会与其他设备和系统进行集成,实现多功能应用。例如,将雷亚架与照明系统、音响系统、监控系统等集成,形成一体化的舞台或会展解决方案;在建筑施工领域,将雷亚架与升降系统、模板系统等结合,提高施工效率。同时,企业将开发更多**型雷亚架产品,针对不同应用场景的特殊需求,提供定制化的解决方案,如用于航空航天、海洋工程等特殊领域的雷亚架产品,进一步拓展行业的应用范围。智能制造技术的深度融入将重构生产流程。镇江雷亚架批发商
有无脱落现象;对于铝合金构件,需检查阳极氧化层的质量。所有构件经检查合格后方可投入使用。成都定制雷亚架价格
单托盘自重可降至10-15kg。挤压成型式工艺的优势在于生产效率高(单条生产线日产能可达500-800件)、材料利用率高(达95%以上)、产品轻量化效果***,适合电子、食品等对托盘重量敏感的行业。但其局限性在于难以制造复杂结构的托盘,承载能力相对有限(动态载荷通常不超过2吨)。4.冲压成型式工艺:薄板结构的高效制造方案冲压成型式工艺利用冲床与模具对铝合金薄板进行冲压、拉伸、弯曲等加工,形成托盘的面板与小型结构件,再通过焊接或组装制成完整托盘,市场占比约8%,主要适用于轻型托盘(动态载荷≤1吨)。其工艺流程如下:第一步:模具设计与调试。根据托盘面板的孔型(如菱形孔、方形孔)、结构形状设计冲压模具,模具需具备良好的耐磨性与导向精度,调试过程中需优化冲压间隙(通常为板厚的5%-10%),避免板材撕裂或起皱。第二步:薄板下料与冲压。采用数控冲床对铝合金薄板(厚度2-5mm)进行下料,随后进行冲孔、拉伸、折弯等冲压工序。数控冲床的加工精度可达±,支持多工位连续加工,日产能可达1000件以上。对于复杂形状的面板,可采用激光切割与冲压复合加工方式,兼顾精度与效率。第三步:成型与组装。将冲压成型的面板与支撑脚等部件进行装配。 成都定制雷亚架价格
江苏世展集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的传媒、广电中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江苏世展集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

半小时内即可完成全部组装,***缩短了施工或活动筹备时间,降低了人工成本。整体稳定性强是铝合金插销架的**竞争力。插销式连接属于刚性连接,配合四面斜撑的三角形稳定结构,让架体形成一个完整的受力体系,整体刚度接近钢结构。架体的抗风载能力强,可承受基本风压≤²(相当于10级风),在沿海地区或高海拔强风环境中无需频繁加固。同时,插销具有自锁功能,由于互锁和重力作用,即使未完全敲紧,横杆插头也无法脱出,有效避免了意外松动风险。承载能力优异,适用范围广。不同规格的铝合金插销架针对不同荷载需求设计,单杆承载力可达40kN以上,远超传统扣件式脚手架的承载能力。无论是轻型的灯光音响设备,进一步提升抗震、抗风性...
- 成都雷亚架 2026-03-18
- 成都定制雷亚架厂家直销 2026-03-18
- 北京定制雷亚架价格 2026-03-17
- 黑色雷亚架费用 2026-03-17
- 镇江定制雷亚架生产商 2026-03-17
- 山东定制雷亚架生产商 2026-03-16
- 辽宁雷亚架厂家直销 2026-03-16
- 衢州定制雷亚架生产商 2026-03-16
- 宁波雷亚架售后服务 2026-03-15
- 广州定制雷亚架尺寸 2026-03-15