- 品牌
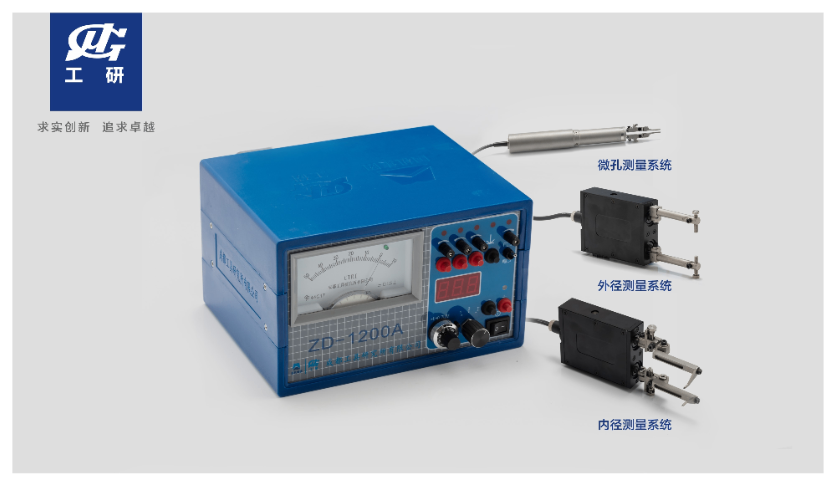
- 工研
- 型号
- 齐全
- 厂家
- 成都工具研究所有限公司
轴承磨加工主动测量仪能优化轴承加工的材料利用率。轴承材料多为高硬度合金,材料成本占比高,传统磨削加工因尺寸控制不准易出现过度磨削,造成材料浪费。轴承磨主动测量仪能根据轴承坯料的初始尺寸和预设的成品尺寸,精确控制磨削量,在保证加工精度的前提下,将磨削余量控制在更小范围内,避免不必要的材料去除。同时,通过实时监测磨削过程中的材料去除速率,可及时发现坯料尺寸异常,对不合格坯料提前筛选,减少后续加工的材料投入。这种材料优化利用能力在降低原材料消耗的同时,减少了磨削时间和砂轮损耗,提升了轴承加工的经济性,符合节约型生产的要求。磨加工主动测量仪的存在使磨削加工更具智能化特点,减少对操作人员经验的依赖。在线主动测量系统批发

在线磨加工主动测量仪能优化动态调整的响应速度。磨削过程中,工件尺寸的微小变化需要设备快速响应调整,传统测量方式因数据传递慢导致调整滞后。在线主动测量仪与磨削设备的控制系统实现实时通讯,测量数据无需中间转换环节可直接用于调控,当检测到尺寸接近公差范围时,系统能立即触发进给速度调整、砂轮补偿等动作,使调整过程在毫秒级时间内完成。这种高速响应能力至大限度减少了超差风险,确保工件尺寸稳定在理想范围内,尤其适用于高精度、高转速的磨削场景,提升加工过程的动态控制精度。珠海主动量仪批发磨加工主动测量仪的使用可减少人工测量的介入,降低因人为因素导致的误差。
磨加工主动测量仪能适应复杂工件的加工需求。复杂形状工件如阶梯轴、异形曲面等,其多个关键尺寸需同时保证精度,传统测量方式难以兼顾各部位的实时监测。主动测量仪可根据工件结构特点配置多个测量点,通过多通道传感器同步采集不同位置的尺寸数据,实现对复杂工件多维度尺寸的同时监控。同时,其柔性化的测量机构能适应工件的形状变化,确保在磨削过程中始终保持稳定的测量状态,即使面对不规则表面也能精确捕捉尺寸信息。这种对复杂工件的适应能力拓宽了磨削加工的应用范围,使高精度加工不再局限于简单形状工件,满足多样化的制造需求。
前插磨加工主动测量仪可提升复杂结构的磨削稳定性。前插常包含细长轴段、异形台阶和深槽等复杂结构,磨削过程中易因刚性不足、受力不均导致振动,影响加工稳定性。主动测量仪通过多位置传感器同步监测不同部位的尺寸变化和振动频率,建立动态稳定性模型,当检测到某一区域振动幅值超过阈值或尺寸变化异常时,自动调整磨削速度、冷却液喷射角度及支撑装置的压力,抑制振动传递。这种全方面监控能力可维持磨削过程的平稳,避免因振动导致的表面波纹、尺寸波动,减少因结构复杂引发的加工缺陷,延长砂轮使用寿命,降低加工过程的波动风险,提升生产过程的可控性。磨加工主动测量仪的测量数据可存储于系统中,便于追溯工件的加工过程。
磨加工主动测量仪有助于优化生产节拍的均衡性。生产线中各工序的节拍不一致会导致生产瓶颈,影响整体效率,磨削工序因加工时间波动易成为瓶颈。主动测量仪通过精确控制磨削尺寸,可将每个工件的加工时间控制在预设范围内,减少因尺寸偏差导致的返工或延长加工时间的情况,使磨削工序的节拍保持稳定。这种均衡的生产节拍能与前后工序更好地衔接,避免出现工件堆积或设备闲置的现象,提升整个生产线的流转效率,实现产能的至大化利用,减少因工序不平衡造成的资源浪费。磨加工主动测量仪能够在工件接近目标尺寸时发出信号,提示磨床调整进给量。四川轴承主动测量仪哪家好
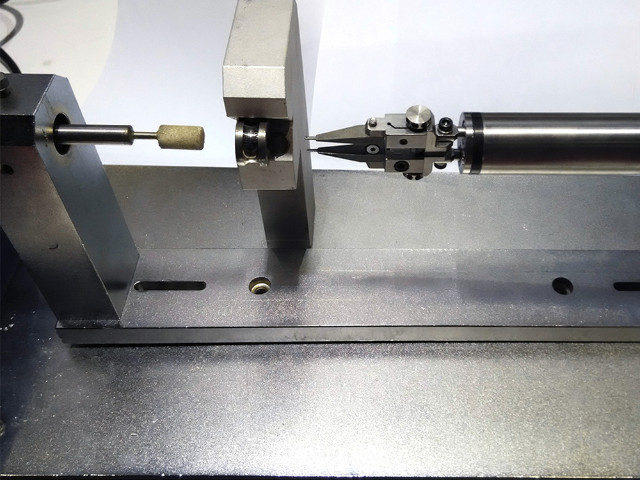
磨加工主动测量仪探头与磨床主轴的相对位置关系需固定,避免因位置变动影响测量精度。在线主动测量系统批发
凸轮轴磨加工主动测量仪能优化凸轮轴的磨削路径策略。凸轮型面的非对称结构要求磨削路径随轮廓动态调整,传统固定路径模式难以兼顾效率与精度。主动测量仪根据实时采集的凸轮型面数据,结合材料硬度分布特点,自动规划差异化磨削路径:在曲率变化大的部位采用慢进给、小步距的精细磨削,在平缓部位采用快进给模式快速去除余量。这种智能路径策略在保证型面精度和表面质量的前提下,大幅缩短了磨削时间,减少了砂轮与工件的无效接触,降低磨削热的产生,避免因过热导致的材料性能退化,同时提升单位时间的加工效率,优化生产节拍。在线主动测量系统批发
- 成都在线主动测量仪定制 2026-03-20
- 四川在线主动量仪定制 2026-03-19
- 曲轴磨加工主动测量系统怎么卖 2026-03-19
- 轴承主动测量仪采购 2026-03-19
- 四川磨加工主动测量系统定制 2026-03-19
- 珠海主动量仪批发 2026-03-19
- 成都曲轴磨加工主动量仪怎么卖 2026-03-19
- 成都凸轮轴主动测量仪多少钱 2026-03-18
- 成都前插磨加工主动量仪报价 2026-03-18
- 成都高精度主动测量系统选购 2026-03-18
- 成都轴承磨加工主动量仪价钱 2026-03-18
- 成都内孔主动量仪价钱 2026-03-18