- 品牌
- 图灵慧眼
- 型号
- DL4350
- 产地
- 苏州
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递
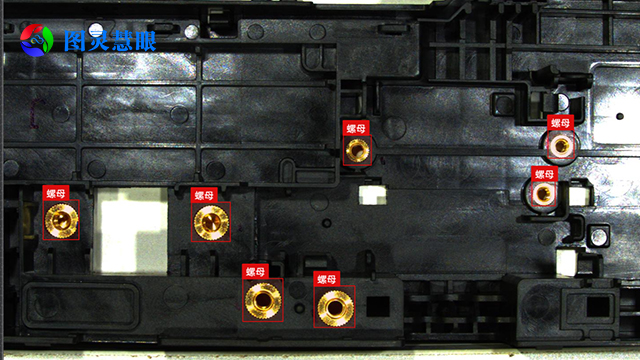
具体应用实例包括基于机器视觉的仪表板总成智能集成测试系统、金属板表面自动探伤系统、汽车车身检测系统、纸币印刷质量检测系统、智能交通管理系统、金相分析、医疗图像分析、瓶装啤酒生产线检测系统、大型工件测量仪、螺纹钢外形尺寸检测、轴承实时监控和金属表面裂纹测量等。这些应用展示了机器视觉在提高检测精度、效率和自动化水平方面的优势。螺纹钢外形轮廓尺寸的探测器件:以频闪光作为照明光源,利用面阵和线阵CCD作为螺纹钢外形轮廓尺寸的探测器件,实现热轧螺纹钢几何参数在线测量的动态检测系统。工业机器视觉正在超越单一的检测工具角色,与工业物联网(IIoT)和数字孪生技术深度融合。苏州缺陷检测机器视觉系统

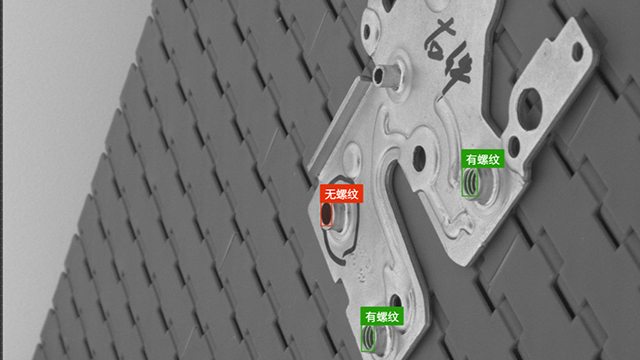
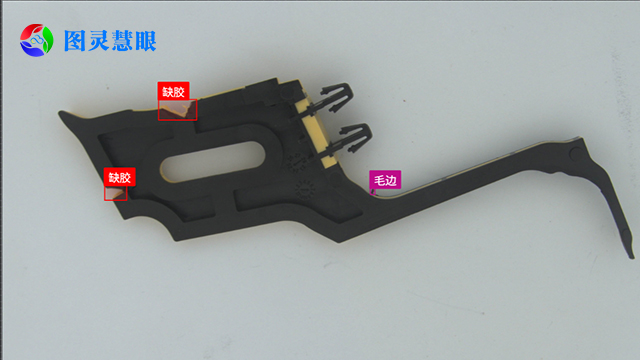
工业质量检测是机器视觉应用广、成熟的领域之一。在高精度的制造业中,对产品尺寸的严格把控至关重要。机器视觉能够以微米级的精度,非接触地快速测量零部件的各种几何尺寸,如长度、圆度、角度等,效率远高于传统卡尺、投影仪。在缺陷检测方面,机器视觉能敏锐地发现产品表面的划伤、碰伤、毛刺、瑕疵、污渍,以及注塑件的缩水、飞边等。此外,还包括装配完整性检测(如零件是否漏装、错装,螺丝是否拧紧)和产品分类(根据颜色、形状等)。这些应用不仅保证了出厂产品的质量,更实现了对生产过程的实时监控,及时发现问题,减少原材料浪费,提升整体良品率。金华外观机器视觉自动化设备半导体行业对机器视觉的依赖程度极高。

半导体行业对机器视觉在晶圆制造过程中,视觉系统用于识别晶圆上的对准标记,确保光刻、刻蚀等数十道工艺的套刻精度达到纳米级;同时,它对晶圆表面进行扫描,检测任何微小的颗粒、划伤和图形缺陷。在芯片封装环节,视觉系统引导固晶机将芯片精细拾取并贴装到引线框架上,并引导焊线机完成金线或铜线的键合。在整个制造过程中,机器视觉在超洁净的环境中,以极高的速度和令人惊叹的精度,保障着芯片的良率和性能,是半导体产业高速发展的关键技术支撑。
镜头是机器视觉系统的“晶状体”,其性能直接决定了成像的清晰度、视野范围、畸变程度和景深。镜头的参数包括焦距、光圈、景深、接口类型和畸变率。焦距决定了成像的放大倍数和视野大小;光圈控制进光量和景深(即能保持清晰成像的物距范围);景深对于物体表面有起伏的应用至关重要。在选择镜头时,需要进行严谨的光学计算,关键公式涉及视野(FOV)、相机传感器尺寸、工作距离(WD)和所需分辨率。特殊镜头如远心镜头能消除误差,特别适用于高精度尺寸测量;显微镜头则用于观测微小目标。错误的镜头选型会直接导致整个系统无法达到预期的检测精度。找到目标的精确坐标与姿态 特征分析与识别是机器视觉系统的“大脑”,是其智能性的体现。

传统机器视觉算法严重依赖工程师预设的规则和特征,对于复杂、多变、难以量化的缺陷(如纺织品瑕疵、铸件缩孔)往往力不从心。深度学习技术的引入性的。它通过训练海量的标注图像数据,让机器自动学习缺陷的特征表示,而非依赖人工定义规则。这使得视觉系统在面对背景复杂、缺陷形态多样的应用时,具有更高的识别率和更强的鲁棒性。深度学习特别适用于外观检测、字符识别(OCR)、分类等场景,极大地降低了复杂应用的开发难度,扩展了机器视觉的能力边界。传统机器视觉算法严重依赖工程师预设的规则和特征,对于复杂、多变、难以量化的缺陷往往力不从心。东莞机器视觉设备
机器视觉按传感器类型可分为CCD和CMOS,CMOS技术近年来发展迅速,在速度、集成度和成本上更具优势。苏州缺陷检测机器视觉系统
在汽车制造业,机器视觉贯穿从零部件生产到整车装配的全过程。在零部件层面,它用于检测发动机零件、齿轮、活塞的尺寸精度和表面缺陷(划痕、毛刺)。在装配线上,视觉系统引导机器人进行车窗涂胶、挡风玻璃安装、轮胎拧紧等作业,通过视觉定位补偿零部件和夹具的定位误差,实现柔性装配。同时,它对总装完成后的车辆进行标识识别(如VIN码)、间隙面差测量,确保整车质量符合标准。机器视觉的应用极大地提升了汽车生产的自动化水平、质量控制能力和产品一致性。苏州缺陷检测机器视觉系统
苏州图灵慧眼科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州图灵慧眼科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
智能判断决策模块是机器视觉系统产生价值的**终环节。它接收来自图像处理单元的特征数据(如零件的直径、瑕疵的面积、字符的内容、目标的位置坐标等),并将其与预先设定的标准或公差范围进行比对。例如,如果测量出的零件尺寸在允许的公差带内,则判定为“合格”,否则为“不合格”。决策模块随后会生成一个控制指令(通常是数字I/O信号),通过通讯接口(如以太网、串口)传递给下位的控制系统,如可编程逻辑控制器(PLC)或机械手臂的控制器。控制系统根据指令驱动执行机构(如电磁阀、电机、机器人)完成相应的动作,如将不合格品剔除、将零件装配到指定位置、或记录不良品信息。这个“感知-分析-决策-执行”的闭环实现了完全的自...
- 无锡CCD机器视觉生产厂家 2025-12-14
- 广州CCD机器视觉设备 2025-12-14
- 宣城缺陷检测机器视觉源头厂家 2025-12-11
- 杭州缺陷检测机器视觉检测设备 2025-12-10
- 镇江CCD机器视觉多少钱 2025-12-10
- 丽水缺陷检测机器视觉检测设备 2025-12-10
- 东莞缺陷检测机器视觉检测设备 2025-12-10
- 珠海缺陷检测机器视觉设备 2025-12-10
- 上海缺陷检测机器视觉技术 2025-12-09
- 武汉缺陷检测机器视觉系统 2025-12-09
- 合肥机器视觉自动化设备 2025-12-08
- 苏州缺陷检测机器视觉检测设备 2025-12-08
- 舟山CCD机器视觉生产厂家 2025-12-08
- 南通机器视觉设备 2025-12-08
- 珠海机器视觉自动化设备 2025-12-08
- 台州缺陷检测机器视觉技术 2025-12-08




- 江西国产CCD电子眼 12-23
- 昆山模具监视器那个品牌好 12-23
- 河南CCD电子眼销售价格 12-23
- 马鞍山视觉检测筛选机 12-23
- 北京制作CCD电子眼 12-23
- 山西机械CCD电子眼 12-22
- 镇江注塑机模具监视器设备排名 12-22
- 台州注塑模具保护器供应商 12-22
- 南京自动剔除视觉检测 12-22
- 质量CCD电子眼多少钱 12-22