- 品牌
- 图灵慧眼
- 型号
- DL4350
- 产地
- 苏州
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递
相机直接采集到的原始图像往往含有噪声、光照不均、几何畸变等问题,无法直接用于精确分析。因此,图像处理环节就如同对原始矿石进行提炼,旨在提升图像质量,突出有用信息。这一阶段通常称为“预处理”。其主要方法包括:图像滤波,利用高斯滤波、中值滤波等算法消除随机噪声;对比度增强,通过直方图均衡化等方法拉伸图像的灰度范围,使特征更分明;几何变换,校正因镜头或视角造成的图像畸变。此外,还可能包括色彩空间转换(例如从RGB转换到更适合颜色分辨的HSV空间)和二值化处理,将灰度图像转化为黑白二值图像,从而将目标物体与背景彻底分离,为下一步的特征提取打下坚实基础。机器视觉系统可进行非接触式测量,如长度、直径、角度等。精度可达微米级,速度快且不损伤工件。武汉缺陷检测机器视觉源头厂家

镜头是机器视觉系统的“晶状体”,其性能直接决定了成像的清晰度、视野范围、畸变程度和景深。镜头的参数包括焦距、光圈、景深、接口类型和畸变率。焦距决定了成像的放大倍数和视野大小;光圈控制进光量和景深(即能保持清晰成像的物距范围);景深对于物体表面有起伏的应用至关重要。在选择镜头时,需要进行严谨的光学计算,关键公式涉及视野(FOV)、相机传感器尺寸、工作距离(WD)和所需分辨率。特殊镜头如远心镜头能消除误差,特别适用于高精度尺寸测量;显微镜头则用于观测微小目标。错误的镜头选型会直接导致整个系统无法达到预期的检测精度。上海缺陷检测机器视觉系统机器视觉包括检测表面的划伤、碰伤、毛刺、凹陷、污点、斑点、气泡、翘曲等。
在工业机器视觉系统中,光源照明是决定图像质量的首要因素,其重要性堪比摄影中的布光,堪称“光影魔术”。光源的首要任务并非单纯提供亮度,而是创造高对比度,使待检测特征与背景之间产生的灰度或颜色差异,为后续图像分析奠定坚实基础。光源的选择需综合考虑亮度、均匀性、稳定性、光谱特性以及照射方式。亮度不足会迫使增大光圈,导致景深变小,并引入噪声;稳定性差则会造成测量结果波动。根据应用场景,常见的照射方式有前向照明(光源与相机同侧,安装简便)、背向照明(物体、位于光源与相机间,产生高对比度轮廓)、同轴照明(消除反光影响)以及结构光照明(用于获取三维信息)。LED光源因其寿命长、稳定性好、可选波长多样而成为主流。
2011年,中国机器视觉市场进入后增长调整期,虽然增长率较2010年有所回落,但仍保持30.1%的较高增速,市场规模升至10.8亿元。其中,智能相机、工业相机、软件和板卡增速均不低于30%,光源增幅也达28.6%,远高于中国整体自动化市场的增长水平。电子制造行业依然是拉动需求的主力,2011年该行业机器视觉市场规模达5.0亿元,增长35.1%,占整体市场份额的46.3%。电子制造、汽车、制药和包装机械四大行业共同占据了近70%的市场份额。机器视觉系统通过提高生产的柔性和自动化程度,在不适于人工作业的危险环境或人工视觉难以满足要求的场合发挥重要作用。同时,在大规模工业生产中,机器视觉检测能有效提升效率与自动化水平,并易于实现信息集成,是计算机集成制造的基础技术。一个典型的工业机器视觉系统包括光源、镜头(如定焦、变倍、远心、显微镜头)、相机(CCD或CMOS)、图像处理单元(或图像捕获卡)、图像处理软件、监视器以及通讯/输入输出单元等。系统可分为采集与分析分离式以及采集分析一体式两种架构。分离式系统主要包括主端电脑、影像撷取卡、影像处理器、摄影机、镜头、照明设备及控制系统;一体式系统采用智能相机,并配套光源、显示和PLC控制等设备工业机器视觉系统的工作遵循一个严谨的“感知-分析-决策-执行”闭环流程。
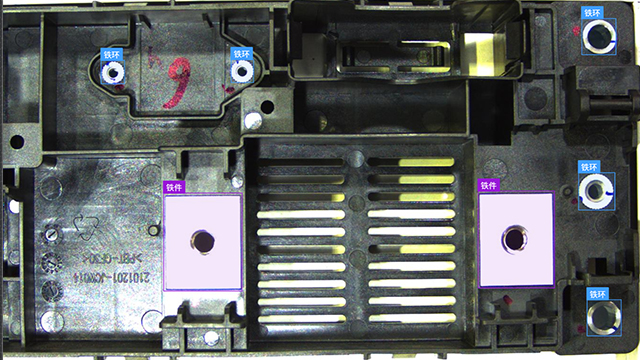
图像采集是机器视觉检测的基石,其质量直接决定了整个系统的成败。此过程始于精心的光源设计。光源并非简单照亮物体,任务是创造比较佳的信噪比和对比度,将需要检测的特征(如微细划痕、微小尺寸差异、印刷字符)清晰地凸显出来,同时比较大限度地抑制背景干扰和无关反射。根据被测物体的表面特性(如反光、透光、凹凸不平),需要选择不同的照明方式,如背光照明可产生轮廓鲜明的剪影效果,同轴光能有效消除镜面反光,穹顶光则适用于复杂曲面物体的均匀照明。在理想的光照条件下,工业相机通过精密的工业镜头,在精确控制的瞬间(通常由传感器或PLC触发)捕捉目标图像,并将光信号转换为数字图像信号,为后续分析提供高质量的“原材料”。机器视觉检测是一门利用先进的光学成像系统、高性能计算硬件及专业图像处理算法。上海缺陷检测机器视觉系统
机器视觉检测是一门利用机器代替人眼进行测量、识别、判断和检测的工业应用技术。武汉缺陷检测机器视觉源头厂家
在汽车制造业,机器视觉贯穿从零部件生产到整车装配的全过程。在零部件层面,它用于检测发动机零件、齿轮、活塞的尺寸精度和表面缺陷(划痕、毛刺)。在装配线上,视觉系统引导机器人进行车窗涂胶、挡风玻璃安装、轮胎拧紧等作业,通过视觉定位补偿零部件和夹具的定位误差,实现柔性装配。同时,它对总装完成后的车辆进行标识识别(如VIN码)、间隙面差测量,确保整车质量符合标准。机器视觉的应用极大地提升了汽车生产的自动化水平、质量控制能力和产品一致性。武汉缺陷检测机器视觉源头厂家
苏州图灵慧眼科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的电工电气行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**苏州图灵慧眼科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
在关乎生命健康的食品和医药行业,机器视觉扮演着“智能卫士”的角色。它严格检测药品包装上的文字、批号、有效期是否印刷清晰、正确,防止包装错配;检查药片是否有缺损、裂纹或异物混入。在食品行业,视觉系统对产品进行自动分选,按颜色、大小、形状进行分级;高效检测食品中是否含有异物(如金属、玻璃、毛发);同时检查包装的密封完整性、灌装液位是否准确、生产日期喷码是否清晰。机器视觉的应用实现了100%的高效全检,确保了产品的安全与合规,为消费者筑起了一道坚实的信任防线。机器视觉制药行业:检查药品包装上的字符是否正确、药片是否有缺粒或破损。广州机器视觉源头厂家传统的2D视觉主要提供平面信息,对于高度、深度、平面...
- 苏州缺陷检测机器视觉厂家 2026-03-01
- 珠海缺陷检测机器视觉厂家 2026-02-28
- 武汉CCD机器视觉源头厂家 2026-02-28
- 昆山机器视觉自动化设备 2026-02-27
- 嘉兴缺陷检测机器视觉生产厂家 2026-02-25
- 合肥外观机器视觉厂家 2026-02-25
- 昆山机器视觉源头厂家 2026-02-24
- 台州机器视觉生产厂家 2026-02-24
- 苏州CCD机器视觉检测设备 2026-02-14
- 南通外观机器视觉技术 2026-02-13

- 绍兴外观机器视觉自动化设备 2026-02-11
- 衢州外观机器视觉多少钱 2026-02-11
- 衢州机器视觉系统 2026-02-10
- 江门机器视觉检测设备 2026-02-10
- 金华机器视觉生产厂家 2026-02-09
- 厦门机器视觉系统 2026-02-09




- 深圳压铸机模具监视器生产厂家 03-02
- 深圳注塑机模具监视器技术方案 03-01
- 徐州冲压机模具监视器 03-01
- 苏州缺陷检测机器视觉厂家 03-01
- 南通模具监视器费用 03-01
- 六安模具监视器哪家好 03-01
- 陕西CCD电子眼规格尺寸 03-01
- 节能线束线管检测机怎样收费 02-28
- 吉林线束线管检测机工程测量 02-28
- 珠海缺陷检测机器视觉厂家 02-28