- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
设备故障管理与维修是设备全生命周期管理系统的重要功能之一。该功能旨在帮助企业有效处理设备故障和维修事务,以减少停机时间和提高设备的可用性。系统允许用户记录设备故障的详细信息,包括故障描述、发生时间、故障分类和影响范围等。通过系统的故障管理功能,用户可以对故障进行分类、优先级排序和分派。系统还提供维修工单的生成和跟踪功能,用户可以根据故障的严重程度和紧急程度,安排维修任务的执行,并跟踪维修进度。在维修过程中,系统可以记录维修的详细过程,包括维修人员、维修时间、维修内容和使用的零件等。通过设备故障管理与维修功能,企业能够更好地响应设备故障,及时解决问题,减少停机时间,提高设备的可用性和客户满意度。这些报表如设备运行状态报表、维护记录报表等,可帮助管理人员了解设备使用效率、维护成本等情况。山西电气设备管理系统
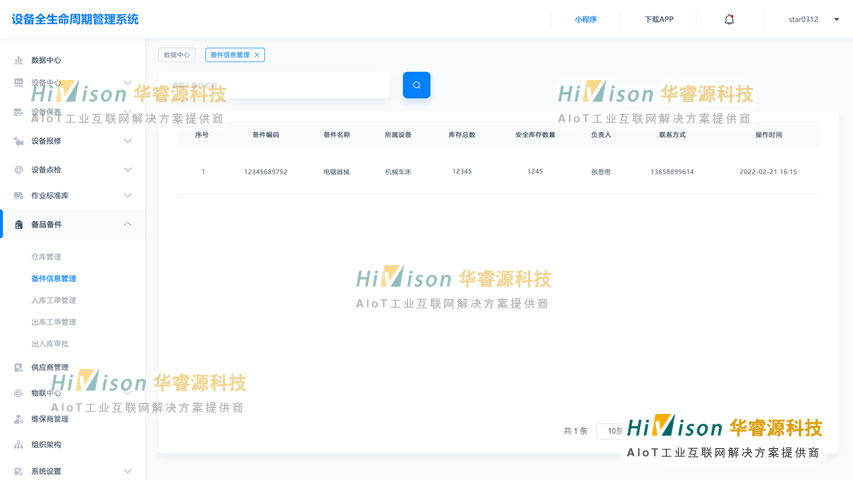
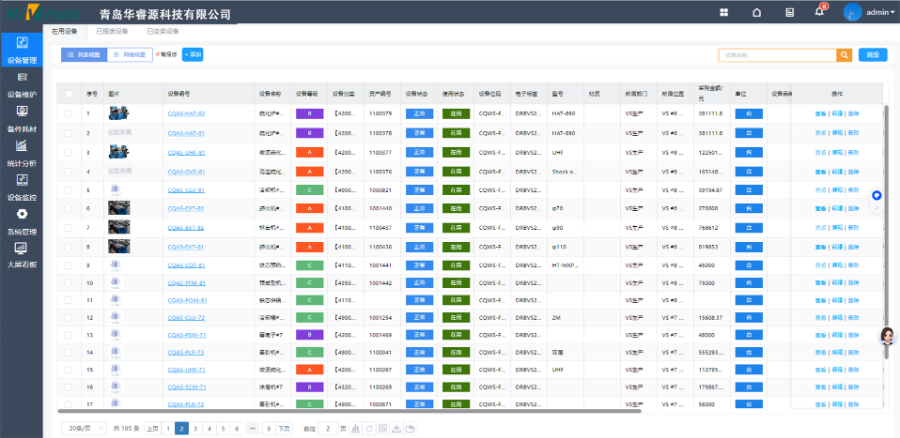
在信息化管理体系建设中,设备管理系统被看作是重中之重。因为设备是工厂生产中的主体,随着科学技术的不断发展,生产设备日益机械化、自动化、大型化、高速化和复杂化,设备的作用和影响也随之增大,对设备的依赖程度也越来越高。设备的有效管理也越来越复杂和迫切。设备管理系统则是一个以人为主导,利用计算机硬件、软件、网络设备通信设备以及其他办公设备,进行信息的收集、传输、加工、储存、更新和维护,以战略竟优、提高效率为目的,支持高层决策、中层控制、基层运作的集成化的人机系统。设备是生产的生命线,对正常生产起着决定性的作用。设备管理已成为现代管理的一个重要组成部分。把设备信息管理纳入管理的重要组成部分己经成为一种趋势。山西电气设备管理系统数字化台账:记录设备基本信息(型号、采购日期、供应商、技术参数等)。
麒智设备管理系统采用安全可靠的数据存储和备份技术,确保企业的设备数据得到有效的保护。系统将设备的运行数据和管理信息进行实时备份,以防止数据丢失和损坏。数据存储方面,麒智设备管理系统采用先进的数据库技术,保证数据的可靠性和稳定性。系统将设备数据存储在高性能的数据库中,确保数据的快速读写和可靠访问。数据备份方面,麒智设备管理系统采取多层次的备份策略。系统会定期自动进行数据备份,将设备数据存储在不同的物理设备和地点,以防止单点故障和意外情况导致的数据丢失。
提高设备管理能力、设备的利用率和企业工作效率,满足企业智能化工厂提高生产产能的新需求。麒智设备管理软件以企业设备和备件为基本管理对象,涵盖设备设计、选型、安装、维护、维修、分析和报废等全生命周期各个环节,提供设备故障维修、预防维修以及状态维修等各种维护模式,坚持设备维护任务的计划、提交、审批、执行和分析等业务主线,集成设备采购、库存、维护、成本核算等信息,提升企业设备管理信息化建设水平。麒智设备管理软件业务流程麒智设备管理系统软件介绍通常情况下,企业对设备管理系统功能的需求目标在于:解决设备管理环节中管理信息化水平低下,无法有效配置设备资源;各个机构、各个部门人员变化频繁,无法有效解决设备有借无还、遗失损坏问题。实时监控设备用电量,突增时自动告警,助力节能降耗。

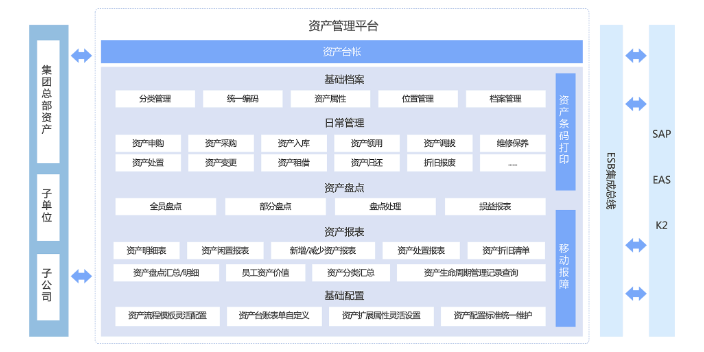
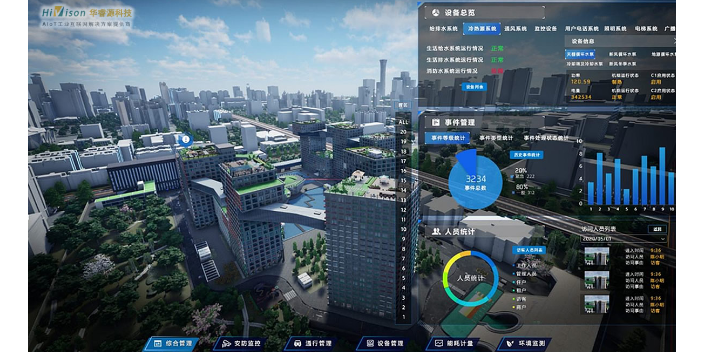
系统架构的深度整合基于微服务的分布式架构设计现代ELMS采用容器化部署的微服务架构,通过API网关实现与ERP、MES、SCM等企业系统的无缝对接,在保证各系统演进的同时,确保设备数据在企业级应用中的自由流动。这种架构设计既避免了传统单体系统的臃肿问题,又解决了早期分布式系统的集成难题,使系统既具备横向扩展能力,又能保持高度的功能内聚性。云边端协同的计算架构通过构建"云端大脑+边缘计算+终端感知"的三层架构体系,ELMS实现了计算资源的优化配置:在设备终端部署轻量级数据采集模块,在车间级边缘节点部署实时分析引擎,在企业级云端构建大数据平台。这种架构既满足了实时性要求高的工况监测需求,又能支撑企业级的深度数据分析,形成了完整的计算闭环。设备管理系统是利用先进信息技术对企业设备进行系统管理的软件平台。山西电气设备管理系统
它还可根据故障严重程度和影响范围,制定相应应急处理方案,并及时通知相关人员处理。山西电气设备管理系统
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。山西电气设备管理系统
使用后的益处:优化资产价值:设备全生命周期管理确保设备在整个寿命内保持**运行,大限度地提升资产的价值。通过精细化管理,企业能够延长设备使用寿命,推迟资产更换的需求。降低成本:预防性和预测性维护能够减少维修成本和生产中断,从而降低整体运营成本。此外,通过优化备件库存和采购计划,企业能够减少占用,提高利用效率。提高生产效率:设备的**运行能够确保生产线不受意外故障的影响,从而提高生产效率。同时,通过实时监控和数据分析,企业能够及时发现并解决潜在问题,保障生产的连续性和稳定性。更好的预算规划:设备全生命周期管理允许企业更准确地预测设备维护和更换的成本,有助于更好地规划预算。系统提供的数据支持...
- 安徽建筑设备管理系统 2025-12-14
- 设备管理系统的设计与实现 2025-12-14
- 天津设备管理系统开发 2025-12-14
- 贵州生产设备管理系统 2025-12-13
- 安徽it设备管理系统 2025-12-13
- 青岛大型设备管理系统解决方案 2025-12-13
- 园区设备管理系统销售价格 2025-12-11
- 重庆工具设备管理系统开发 2025-12-11
- 青岛智能设备管理系统如何调试 2025-12-10
- 青岛通用设备管理系统开发 2025-12-10

- 湖南学校设备管理系统 2025-12-07
- 工厂设备管理系统设计 2025-12-07
- 山东特种设备管理系统 2025-12-07
- 成都资产设备管理系统价格 2025-12-06
- 生产设备管理系统要多少钱 2025-12-05
- 集团设备管理系统展示 2025-12-04



- 青岛大型设备管理系统平台 12-15
- 安徽建筑设备管理系统 12-14
- 设备管理系统的设计与实现 12-14
- 天津设备管理系统开发 12-14
- 贵州生产设备管理系统 12-13
- 安徽it设备管理系统 12-13
- 青岛大型设备管理系统解决方案 12-13
- 菏泽能源管控系统服务 12-12
- 物流设备全生命周期管理系统要多少钱 12-12
- 园区设备管理系统销售价格 12-11