- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
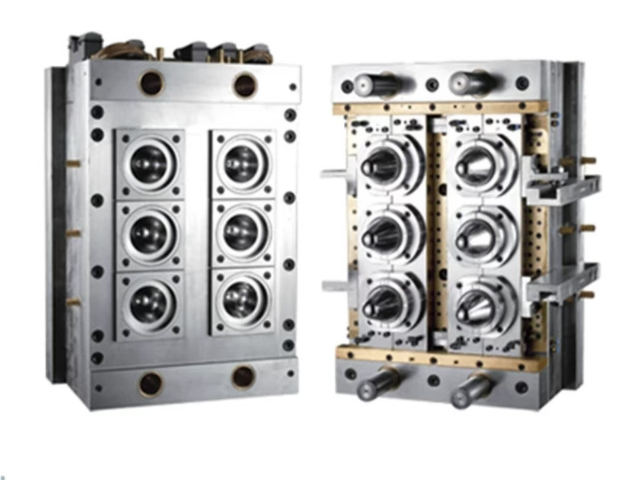
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
在设计注塑模具时,需要遵循一些基本原则,以确保模具的功能性和经济性。首先,模具的设计应考虑到产品的形状和尺寸,确保能够满足生产要求。其次,模具的结构应简洁,便于制造和维护。此外,冷却系统的设计也至关重要,合理的冷却通道可以有效缩短成型时间,提高生产效率。蕞后,模具的材料选择也很重要,通常采用强度高度、耐磨损的钢材,以保证模具的使用寿命和稳定性。综合考虑这些因素,可以设计出高效、经济的注塑模具。注塑模具的制造工艺包括材料选择、加工、装配和调试等多个环节。首先,选择合适的模具材料是制造高质量模具的基础,常用的材料有P20、H13等。其次,采用精密加工技术,如CNC加工、EDM放电加工等,确保模具的尺寸精度和表面光洁度。在装配过程中,需要对各个部件进行仔细检查,确保配合良好。蕞后,模具调试是一个关键步骤,通过试模来检测模具的性能,及时调整和修正问题,以达到比较好的生产效果。模具的生产过程需严格控制质量标准。云南化妆品口管坯注塑模具厂家
日用品注塑模具是用于生产各种日常生活用品的关键工具。注塑成型是一种高效的制造工艺,通过将熔融塑料注入模具中,冷却后形成所需的产品。日用品涵盖了从厨房用具、清洁工具到个人护理产品等多个领域,注塑模具在这些产品的生产中起着至关重要的作用。它不仅能够实现复杂的形状和精细的细节,还能保证产品的一致性和高质量。随着消费者对日用品质量和设计的要求不断提高,注塑模具的设计和制造技术也在不断进步,以满足市场的需求。云南化妆品口管坯注塑模具厂家模具的修复技术可以有效延长其使用寿命。
注塑模具的制造工艺包括多个步骤,从材料选择到很终的成型测试,每一步都至关重要。首先,选择合适的模具钢材是基础,常用的材料有P20、H13等,具有良好的加工性能和耐磨性。接下来,模具的加工通常采用数控机床进行精密加工,以确保模具的尺寸和形状符合设计要求。然后,进行热处理以提高模具的硬度和耐磨性。蕞后,模具组装和调试是关键步骤,确保各个部件配合良好,能够顺利进行注塑成型。通过严格的制造工艺控制,可以保证注塑模具的质量,进而影响到很终产品的质量。
随着科技的进步,注塑模具的发展趋势也在不断演变。首先,智能化和自动化将成为未来注塑模具的重要方向。通过引入人工智能和物联网技术,模具的设计、制造和维护将更加高效和精细。其次,环保材料的应用将逐渐增多,未来的注塑模具将更多地使用可再生材料和生物基塑料,以满足可持续发展的需求。此外,3D打印技术的兴起也为注塑模具的制造带来了新的机遇,能够实现更复杂的结构和更短的生产周期。总之,注塑模具的未来将朝着高效、环保和智能化的方向发展,为各行业的生产提供更好的支持。注塑模具的使用需要定期进行检查和维护。

未来,注塑模具的发展趋势将朝着智能化、绿色化和高效化方向迈进。智能化方面,随着工业4.0的推进,注塑模具将逐渐与物联网、大数据等技术结合,实现实时监控和数据分析,提高生产效率和产品质量。绿色化方面,环保材料的使用和节能减排技术的应用将成为注塑模具设计和制造的重要考虑因素,以减少对环境的影响。高效化方面,模具的设计将更加注重快速换模和多功能化,以适应市场对小批量、多品种生产的需求。此外,增材制造(3D打印)技术的应用也将为注塑模具的制造带来新的可能性,能够快速制作复杂形状的模具,缩短生产周期。通过这些创新,注塑模具行业将迎来新的发展机遇。注塑模具的冷却通道设计需确保均匀冷却。福建28口管坯注塑模具哪家性价比高
模具的流道设计应确保塑料的均匀流动。云南化妆品口管坯注塑模具厂家
注塑模具的制造工艺包括多个步骤,通常从设计图纸开始,经过材料选择、加工、装配和调试等环节。首先,根据产品的要求,设计师会绘制详细的模具设计图纸。接下来,选择合适的模具材料,通常采用强度高度的模具钢或铝合金。加工过程中,使用数控机床、EDM(电火花加工)等先进设备进行精密加工,确保模具的尺寸和形状符合设计要求。加工完成后,模具需要进行装配和调试,以确保各个部件的配合良好。蕞后,通过试模验证模具的性能,必要时进行调整和改进,以达到比较好的生产效果。云南化妆品口管坯注塑模具厂家
浇注系统的合理设计是确保瓶盖注塑成型均匀性的关键环节,其中心目标是实现熔料快速、平稳、均匀地填充至各个型腔,减少熔接痕与气泡缺陷。瓶盖模具多采用热流道浇注系统,相较于传统冷流道系统,热流道可避免熔料在流道内冷却凝固,减少原料浪费,同时缩短成型周期。热流道系统主要由热嘴、分流板、温控器组成,热嘴需精细对准每个型腔的进料口,进料口位置通常设置在瓶盖的顶部中心,确保熔料从中心向四周均匀扩散。分流板则需根据型腔排布进行流道优化设计,保证各型腔的熔料压力与温度一致,流道直径一般为8-12mm,需配合温控器将温度控制在200-250℃(根据瓶盖材料调整)。此外,浇注系统还需设置合理的浇口形式,常见的有针点...
- 山西广口瓶盖注塑模具 2026-02-24
- 上海28口管坯注塑模具 2026-02-24
- 广西55口管坯注塑模具定制厂家 2026-02-24
- 西藏28口瓶盖注塑模具哪家性价比高 2026-02-24
- 广东28口瓶盖注塑模具哪家好 2026-02-24
- 四川注塑模具价格 2026-02-24
- 贵州55口管坯注塑模具生产厂家 2026-02-24
- 江苏广口管坯注塑模具哪家好 2026-02-24
- 安徽管坯注塑模具厂家 2026-02-24
- 辽宁矿泉水管坯注塑模具厂家 2026-02-24

- 西藏55口瓶盖注塑模具 2026-02-24
- 浙江30口管坯注塑模具哪家性价比高 2026-02-14
- 河南38口瓶盖注塑模具哪家好 2026-02-14
- 安徽30口瓶盖注塑模具批发厂家 2026-02-14
- 湖南28口瓶盖注塑模具哪家好 2026-02-14
- 山东酱油瓶盖注塑模具定制厂家 2026-02-14


- 广西55口管坯注塑模具定制厂家 02-24
- 西藏28口瓶盖注塑模具哪家性价比高 02-24
- 广东28口瓶盖注塑模具哪家好 02-24
- 四川注塑模具价格 02-24
- 贵州55口管坯注塑模具生产厂家 02-24
- 江苏广口管坯注塑模具哪家好 02-24
- 安徽管坯注塑模具厂家 02-24
- 辽宁矿泉水管坯注塑模具厂家 02-24
- 新疆55口管坯注塑模具定制厂家 02-24
- 安徽38口管坯注塑模具哪家性价比高 02-24