- 品牌
- 图灵慧眼
- 型号
- DL4350
- 产地
- 苏州
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递
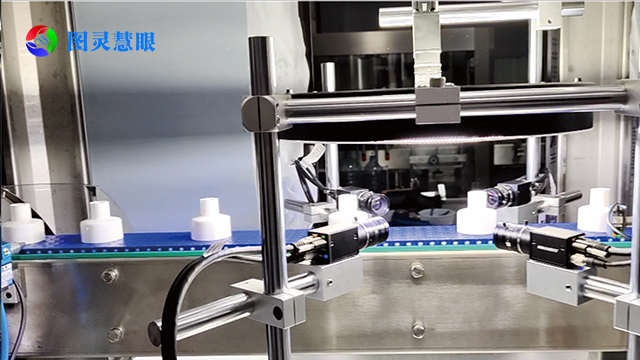
汽车工业对安全性的追求,要求其零部件具备极高的质量一致性。机器视觉用于对发动机、变速箱、底盘等关键零部件进行100%全检。解决方案:使用高分辨率相机和多角度光源组合(如低角度光、穹顶光)搭建检测工位。对零部件进行多方位拍照,通过视觉软件进行严格的尺寸测量(如孔径、间距、螺纹、平面度)和表面缺陷检测(如划痕、磕碰、毛刺、加工刀纹)。案例:某汽车发动机缸体生产线,在加工终工位设置视觉检测站。系统使用4台相机配合多个光源,在30秒内完成对缸体上百个关键尺寸的测量,并同步检测缸孔内壁和结合面是否有微观划伤。所有测量数据实时上传至MES系统,生成统计过程控制(SPC)图表,实时监控加工刀具的磨损情况,实现预测性维护,避免了批量质量事故的发生。人类视觉对颜色的判断具有主观性且易疲劳,而机器视觉检测系统可以客观、量化地评估颜色。佛山流水线视觉筛选机视觉检测
这是对机器视觉性能要求比较高的领域,检测尺度达到微米甚至纳米级。解决方案:使用超高分辨率、高精度的相机和显微镜头,在洁净室环境中对硅片、电池片和组件进行检测。在半导体前端,视觉用于晶圆上的缺陷检测、对准标记识别(光刻机)、引线键合引导。在光伏行业,用于检测硅锭、硅片裂纹、隐裂;电池片的栅线印刷缺陷、断栅、虚印;组件的焊带偏移、虚焊、异物等。案例:在太阳能电池片串焊工序,视觉系统首先精确定位每片电池片的主栅线位置,引导焊带放置;焊接后,再次扫描检测,确保所有焊点牢固、无偏移,并检测电池片是否存在因操作导致的微裂纹。该高精度引导和检测是保证光伏组件高功率输出和长寿命的关键环节。五金工具视觉检测系统视觉检测利用神经网络处理复杂、多变的缺陷类型,大幅提升检测的准确性与适应性。

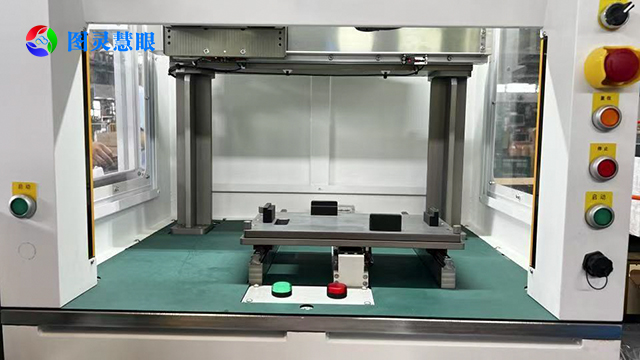
部署一套成功的机器视觉系统远非简单购买硬件和安装软件,它是一个系统工程。流程通常始于需求分析,明确检测目标、精度、速度和技术指标。接着是方案设计,**是选择合适的光学成像方案(相机+镜头+光源),这往往需要通过实验来验证。然后进行硬件选型和采购。硬件到位后,进行机械安装和光学调试。之后是软件开发,编写和调试图像处理流程。然后是系统测试与优化,在现场环境中长时间运行以验证稳定性和可靠性。***是交付和培训,并将系统集成到整个自动化生产线中,与PLC、机器人等设备联调。
食品饮料行业:内部品质与异物检测食品包装,食品内部品质和安全更为重要。机器视觉与X光、近红外(NIR)等技术的结合,能洞察产品内部。解决方案:使用高灵敏度X光视觉系统,利用不同物质对X光吸收率的差异成像,检测产品中密度异常的异物,如金属、玻璃、碎石、骨头碎片、塑料等。同时,彩色视觉系统可用于检测产品表面的霉变、斑点、颜色均匀度,以及分类筛选(如果蔬分拣)。案例:一家肉制品加工厂在生产线末端集成X光视觉检测系统,用于检测火腿肠、午餐肉等产品中的金属异物和骨渣。系统能够检测出直径小于0.8mm的金属颗粒和细小的骨头碎片,每分钟检测超过300件产品。一旦发现异物,系统立即报警并控制剔除装置将问题产品移除,极大降低了食品安全风险,符合HACCP和FDA等严格法规要求。机器视觉检测系统能够精确地识别目标物体的二维或三维位置坐标以及其旋转角度(朝向)。

医疗器械(如注射器、手术机器人、植入物)对尺寸和清洁度的要求极为苛刻,任何瑕疵都可能带来医疗风险。机器视觉在此领域确保制造的准确和安全。解决方案:在超洁净车间内,使用高放大倍率的显微视觉系统,检测微细管路的孔径和内壁光洁度;引导精密机械臂将极小的部件(如心脏起搏器的元件)进行组装;对缝合针的针尖锐度进行自动检测;对药品包装的密封完整性进行检测。案例:在生产一次性胰岛素注射针头时,视觉系统需检测针管的内外径、针尖的斜面和锐度,以及是否存在毛刺。一套系统每分钟可检测上千个针头,确保无一有缺陷的针头流向市场。在组装预充式注射器时,另一套视觉系统确保橡胶活塞被压装到精确的深度,从而保证给药剂量的准确。视觉检测软件是系统的“灵魂”,提供了开发环境和运行环境,包含丰富的图像处理和分析算法工具库。东莞视觉检测厂家
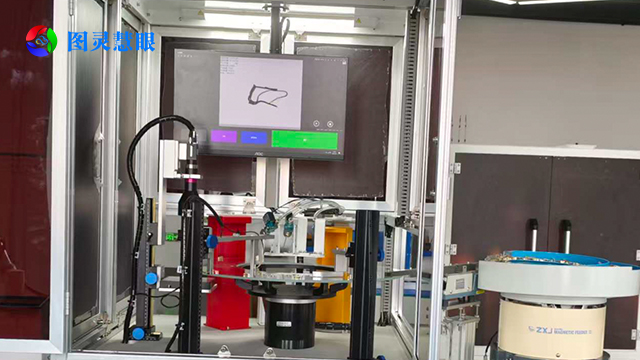
视觉检测设备激光扫描、结构光、立体视觉或ToF(飞行时间法)等技术,系统能获取物体的三维点云数据。佛山流水线视觉筛选机视觉检测
图像处理系统是系统的“大脑”,负责运行算法、分析图像并做出决策。通常是工业PC(IPC),具备强大的计算能力、丰富的I/O接口和良好的抗振动、抗干扰特性,能适应恶劣的工厂环境。对于嵌入式系统,处理器则集成在智能相机内部。图像采集卡在早期和某些***系统中是重要部件,它作为接口,负责将从相机传来的高速图像信号进行缓存、数字化(模拟相机)并高效传输至计算机内存,减轻CPU负担,确保数据完整性和高吞吐量。虽然许多标准接口相机已无需单独采集卡,但在超高速、多相机同步或特殊接口(如Camera Link)应用中,它仍是必需品。佛山流水线视觉筛选机视觉检测
苏州图灵慧眼科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州图灵慧眼科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
食品饮料行业:内部品质与异物检测食品包装,食品内部品质和安全更为重要。机器视觉与X光、近红外(NIR)等技术的结合,能洞察产品内部。解决方案:使用高灵敏度X光视觉系统,利用不同物质对X光吸收率的差异成像,检测产品中密度异常的异物,如金属、玻璃、碎石、骨头碎片、塑料等。同时,彩色视觉系统可用于检测产品表面的霉变、斑点、颜色均匀度,以及分类筛选(如果蔬分拣)。案例:一家肉制品加工厂在生产线末端集成X光视觉检测系统,用于检测火腿肠、午餐肉等产品中的金属异物和骨渣。系统能够检测出直径小于0.8mm的金属颗粒和细小的骨头碎片,每分钟检测超过300件产品。一旦发现异物,系统立即报警并控制剔除装置将问题产品...
- 六安视觉检测设备厂家 2026-05-04
- 广州桌面式筛选机视觉检测设备 2026-05-04
- 尺寸测量视觉检测设备 2026-05-04
- 淮安视觉检测设备 2026-05-03
- 温州桌面式筛选机视觉检测设备 2026-05-03
- 合肥光学筛选机视觉检测设备 2026-05-03
- 螺丝视觉检测 2026-05-03
- 皮带视觉筛选机视觉检测设备 2026-05-02
- 机器视觉检测报价 2026-05-01
- 扬州桌面式筛选机视觉检测设备 2026-04-30


- 汽车零部件视觉检测 2026-04-28
- 温州光学筛选机玻璃盘视觉检测厂家 2026-04-27
- 温州视觉检测系统厂家 2026-04-26
- 广州光学筛选机视觉检测系统 2026-04-25
- 嘉兴光学筛选机视觉检测厂家 2026-04-24
- 温州视觉检测设备哪家好 2026-04-24



- 广州桌面式筛选机视觉检测设备 05-04
- 尺寸测量视觉检测设备 05-04
- 江西图灵慧眼模具监视器价格实惠 05-03
- 淮安视觉检测设备 05-03
- 苏州注塑机模具监视器报价 05-03
- 温州桌面式筛选机视觉检测设备 05-03
- 合肥光学筛选机视觉检测设备 05-03
- 螺丝视觉检测 05-03
- 南昌图灵慧眼模具监视器供应 05-02
- 湖南图灵慧眼模具监视器值多少钱 05-02