深圳科力迩科技有限公司的技术在抗冲击性方面表现优异,能够适应±30%的水量波动。设备采用模块化滤芯设计,支持便捷更换,操作简单快捷。**部件采用防腐材质,适应pH范围宽,可处理温度低至20℃的低温废水。深圳科力迩科技有限公司拥有30多项**技术,其中发明专利7项,PCT国际专利1项。研发团队占比超过80%,包括国家"****"**1名,博士2名,硕士5名。通过与中国石油大学、西南石油大学等科研机构开展产学研合作,持续推动技术创新。深圳科力迩科技的污水处理产品中,KFM活性滤料过滤器过滤精度达1微米,使用寿命长达15年。电站废水处理新技术

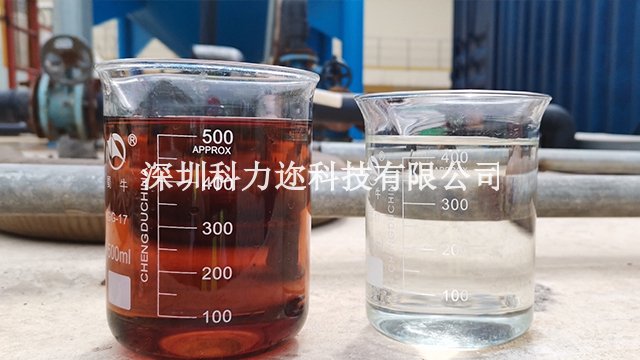
在电力行业含油污水处理领域,深圳科力迩科技有限公司凭借专业技术与设备,为电力企业提供可靠保障。电力行业产生的含油污水若处理不当,易对设备运行造成影响,公司通过高效的污水处理工艺,结合**设备,去除污水中的油污与杂质,确保处理后的水质满足电力设备运行用水或排放要求,保障电力企业的安全稳定运营,减少污水排放对环境的影响,助力电力行业实现绿色发展。与中国石化、中国石油、宁德时代、格林美等**企业建立了长期合作关系。含油废水处理工艺深圳科力迩科技的污水处理产品,羟基自由基高效生成,氧化效率较传统工艺提升2-5倍。

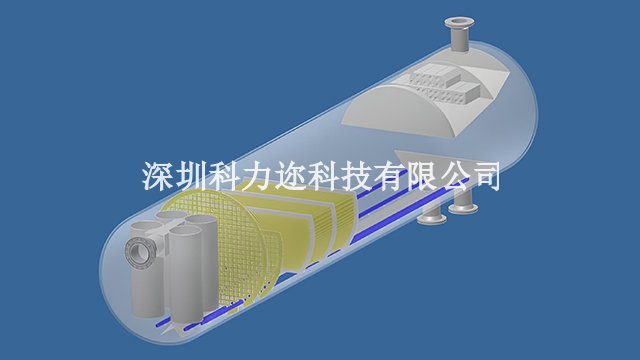
在污水处理技术装备研发方面,深圳科力迩科技有限公司成果丰硕。其自主研发的高效溶气气浮设备,依托先进的气浮分离技术,可高效分离污水中的悬浮颗粒与油类物质,广泛应用于工业污水处理的预处理环节;臭氧催化氧化设备采用多重催化氧化技术,搭配非均相臭氧催化剂(AOP臭氧催化氧化催化剂),能有效降解污水中的难降解有机物,降低污染物浓度;微气泡发生技术的应用,进一步提升了污水处理过程中污染物的吸附与分离效率,而油水分离设备凭借聚结油水分离技术,在含油污水处理中表现突出,过滤设备与膜分离设备则通过相应技术,为污水深度净化提供保障,多类设备协同构建起***的污水处理装备体系。
在废水处理设备的智能化升级方面,深圳科力迩科技有限公司也在积极探索。通过在设备中融入智能传感技术与数据监控系统,实现对废水处理过程中水质、流量、设备运行状态等参数的实时监测与远程控制。客户可通过智能平台随时掌握处理系统运行情况,及时发现并解决潜在问题,减少人工运维成本。这种智能化升级不仅提升了设备运行的稳定性与可靠性,也为废水处理行业的智能化发展提供了新思路。推动废水处理技术向更节能、更高效、更环保的方向发展,助力 “建设美丽中国” 目标实现,为全球环保事业贡献中国力量。深圳科力迩科技有限有限公司研发的系列废水处理设备,全密闭带压运行零泄漏,安全环保。

科力迩的设备采用智能控制系统,实时监控ORP、pH值等参数,支持远程调控。系统具备在线清洗功能,可维持长期稳定运行。故障预警准确率超过95%,运维响应速度提升70%。针对高盐度废水处理,科力迩技术在漳州垃圾渗滤液项目中取得突破。进水盐含量超过30000mg/L,经非均相臭氧氧化工艺处理30分钟,出水COD降至60mg/L以下,色度降低至5以下。该技术在高盐环境下仍保持稳定催化效率。科力迩的技术方案投资回收期较短,一般2-3年可收回投资成本。与传统芬顿法相比,污泥产生量减少约90%,能耗降低50%以上。这些优势使技术在多个行业获得广泛应用,包括中石化、中石油、中海油等大型企业。深圳科力迩科技的污水处理产品中,CDOF臭氧催化氧化技术快速降解难分解有机物,无需化学药剂。常规区块回注水处理厂家电话
深圳科力迩科技的污水处理产品,宽pH适应性(pH 3-10),稳定运行。电站废水处理新技术
深圳科力迩科技有限公司构建了完善的废水处理项目服务体系,从前期调研到后期运维全程保驾护航。在项目启动阶段,公司专业团队会深入客户现场,分析废水水质、排放量等实际情况,定制个性化处理方案;在设备生产环节,严格遵循 ISO9001 质量管理体系标准,确保设备质量;在项目落地后,通过分布在全国多地的办事处,提供及时的设备维护、技术指导等售后服务,保障处理系统长期稳定运行,让客户无后顾之忧,这一全周期服务模式已成为公司在废水处理领域的核心竞争力之一。电站废水处理新技术
深圳科力迩科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的环保中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳科力迩科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!