- 品牌
- CHNMAG
- 型号
- 齐全
- 电流性质
- 直流
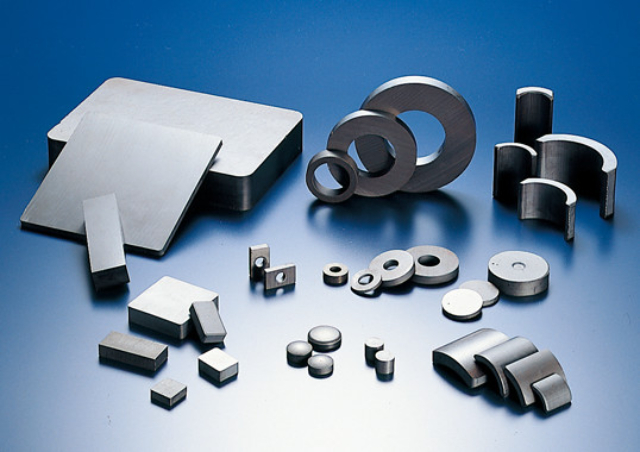
磁铁周围存在的特殊物质形态称为磁场,其基本性质是对放入其中的磁体或运动电荷产生力的作用,可用磁感应强度(单位:特斯拉 T)衡量磁场强弱。为直观描述磁场分布,物理学引入磁感线模型:磁感线从磁铁 N 极出发,回到 S 极,形成闭合曲线,且任意两条磁感线不相交。实际测量中,可通过铁屑实验观察磁感线形态 —— 将磁铁置于铺有铁屑的白纸下,铁屑会沿磁感线方向排列,呈现出中间稀疏、两极密集的分布特征,这也印证了 “磁铁两极磁场强,中间弱” 的规律。此外,磁场具有叠加性,多个磁铁的磁场会相互作用,形成复杂的合磁场,这一特性在磁悬浮列车、核磁共振设备中被利用。工业上常用电磁铁搬运钢铁材料,通电产生磁性吸起货物,断电后磁性消失释放。常规磁铁原材料
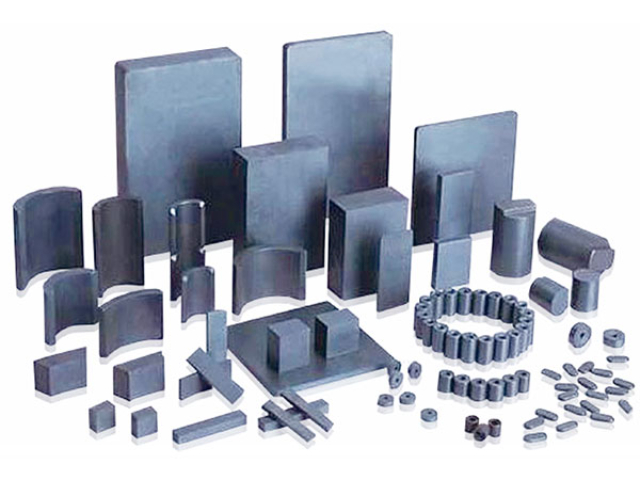
磁铁的磁性衰减是影响其使用寿命的关键因素,需通过科学设计延缓这一过程。温度超过居里点会导致磁铁失磁,工程应用中需将工作温度控制在安全阈值以下,如钕铁硼磁铁通常限制在 80-200℃(依牌号而定);反向磁场强度超过矫顽力会造成不可逆退磁,电机设计中需计算去磁电流并设置保护机制;机械振动可能导致磁畴结构紊乱,精密仪器中的磁铁需采取减震固定措施。定期磁性能检测可及时发现磁铁衰减情况,通过充磁修复部分性能。对于长期运行的设备,如风力发电机,通常预留 10-15% 的磁性能余量,确保在设计寿命内满足使用要求。常规磁铁原材料磁铁的磁性强弱与材质、体积、温度相关,温度过高可能导致磁性减弱。
电磁铁是利用 “电流的磁效应”制成的可控制磁体,其磁性可通过通断电流、调节电流大小实现精确控制。典型的电磁铁结构由三部分组成:铁芯、线圈和电源。铁芯通常由软磁材料(如硅钢片、纯铁)制成,因其磁导率高,可明显增强线圈通电后产生的磁场;线圈则由漆包线(铜导线或铝导线)绕制而成,线圈匝数越多、电流越大,产生的磁场越强(遵循安培环路定理:∮H・dl = I);电源则为线圈提供稳定的电流,可通过直流电源或交流电源驱动(交流电磁铁需考虑涡流损耗,通常采用叠片铁芯)。与永磁体相比,电磁铁的优势在于磁性可控性强,例如工业用电磁起重机可通过通电吸起钢铁材料,断电后释放;电磁继电器则通过小电流控制线圈磁性,实现对大电流电路的通断控制,大多用于自动化控制领域。
异形磁铁的精密制造体现了磁体加工的技术水平。采用粉末冶金工艺的磁铁可通过模具压制成型获得初步形状,再经精密磨削加工达到微米级尺寸精度;注塑磁体则能直接成型复杂结构,如带齿槽、通孔的异形件,适合大批量生产。超硬材料砂轮是磁铁磨削的关键工具,需根据磁体硬度选择合适的磨料,如金刚石砂轮用于加工高硬度的钕铁硼。异形磁铁的检测需采用三坐标测量仪和磁强计,同时验证尺寸精度和磁场分布是否符合设计要求。在微型磁铁加工中,激光切割技术可实现 0.1mm 以下的细微结构,满足医疗微电机等高级领域需求。汽车的 ABS 系统中,磁性传感器配合磁铁检测车轮转速,实现防抱死制动控制。

磁分离技术利用磁铁的磁性吸附作用分离混合物中的磁性物质,大多用于矿业、环保、食品加工等领域。矿业中,永磁筒式磁选机采用高梯度磁场(由钕铁硼或铁氧体磁系产生),从铁矿石中分离铁磁性矿物(如磁铁矿),磁场强度可达 0.8-1.2T,分离效率超 95%。环保领域,磁分离设备用于处理工业废水,通过添加磁性絮凝剂(如 Fe₃O₄纳米颗粒),使污染物与磁性颗粒结合,再通过磁铁吸附去除,适用于印染废水、重金属废水处理,处理效率高且无二次污染。食品加工中,磁选机用于去除面粉、谷物中的磁性杂质(如铁屑、铁钉),保障食品安全,通常采用不锈钢外壳的永磁体,防止污染食品。磁性耦合器利用磁铁的磁力传递扭矩,实现无接触传动,适用于易燃易爆环境。广东智能家居磁铁产品
磁铁的居里温度是关键参数,超过该温度,磁铁的铁磁性会转变为顺磁性。常规磁铁原材料
新能源产业的快速发展推动了磁铁需求的激增,尤其是在风力发电和新能源汽车领域。风力发电机的关键部件 —— 永磁直驱发电机,采用钕铁硼永磁体制造转子,无需齿轮箱变速,可直接将风能转换为电能,其效率比传统的双馈式发电机高 3%~5%,且故障率更低,目前全球大型风力发电机(单机容量≥2MW)中,约 70% 采用永磁直驱技术。在新能源汽车领域,驱动电机、EPS(电动助力转向)电机、空调压缩机电机等均需使用永磁体,一辆纯电动汽车通常需要 5~10kg 的钕铁硼磁铁(具体用量取决于电机功率),随着电动汽车渗透率的提升,永磁体的需求呈爆发式增长。此外,在储能领域,磁悬浮储能飞轮利用电磁铁的悬浮技术,减少飞轮旋转时的机械摩擦,大幅提升储能效率和使用寿命,其关键的径向和轴向磁悬浮轴承,需通过精确控制电磁铁的电流,实现飞轮的稳定悬浮。常规磁铁原材料
- 重庆玩具磁铁性能 2025-11-19
- 河北电机磁铁批发价 2025-11-19
- 福建智能家居磁铁推荐厂家 2025-11-19
- 河北机械磁铁电话多少 2025-11-19
- 福建智能家居磁铁性能 2025-11-18
- 特殊磁铁 2025-11-18
- 江苏国产磁铁性能 2025-11-18
- 福建TWS磁铁联系人 2025-11-18
- 重庆进口磁铁哪家便宜 2025-11-18
- 上海电动磁铁价格 2025-11-17
- 福建常规磁铁产品 2025-11-17
- 重庆特殊磁铁推荐厂家 2025-11-17