使用激光轴校正仪(以苏州汉吉龙AS500为例)进行轴校正需遵循“准备-安装-采集-分析-调整-验证”的**流程,操作可依托设备的3D动态视图与自动计算功能,降低专业经验依赖。以下是具体步骤:一、校正前准备工作设备状态确认停机并切断设备电源,确保轴系完全静止;若刚停机,需等待轴体冷却至环境温度(或按需...
激光轴校准仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光轴校准仪企业商机
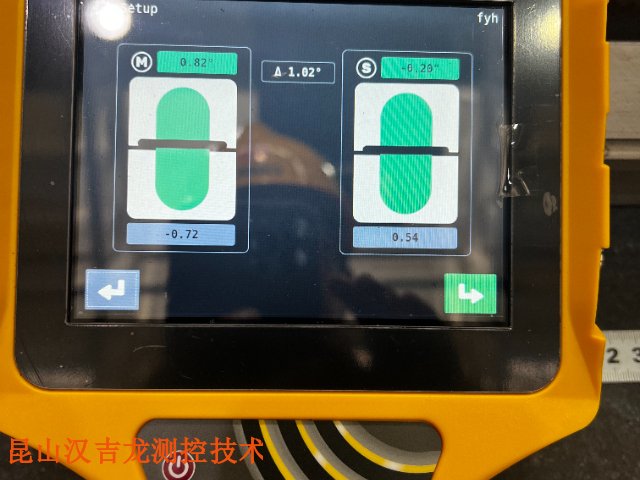
内置20余种材料热膨胀系数库,结合数字倾角仪(0.1°精度)实时监测设备倾斜,自动修正冷态与热态运行时的形变差异。例如,某石化厂丙烯压缩机在80℃运行时,启用热膨胀补偿后,热态实际偏差从0.035mm降至0.012mm,轴承寿命延长80%。动态补偿算法还能剔除环境振动干扰,如电厂给水泵校准中,通过双激光对比补偿将真实偏差从0.025mm修正至0.008mm。操作可视化与调整精度5.7英寸触摸屏提供3D动态视图,用绿/黄/红三色实时显示对中状态,并自动生成垫片调整建议(精度达0.05mm)。例如,某水泥厂风机校准中,系统引导操作人员将振动值从0.15mm降至0.04mm,设备故障率降低40%。机械式对中仪 机械传动对中可靠选择。质量激光轴校准仪找正方法
分步调整地脚螺栓按调整方案,先松动待调整侧的地脚螺栓(建议先松后紧,避免设备移位),用塞尺测量现有垫片厚度,更换为计算所需的垫片组合。调整时需用水平仪辅助监测设备整体水平度(偏差≤0.02mm/m),避免因单地脚调整导致设备倾斜。多次微调验证单次调整后,重新盘车采集数据,查看偏差是否缩小;若仍超标(如径向偏差>0.05mm),重复“调整-采集”步骤,直至偏差降至允许范围(不同设备允许偏差不同,如精密泵要求≤0.03mm)。若需热态校正(如汽轮机),可启动设备升至目标温度,再次采集热态数据,通过AS500的热膨胀补偿算法修正冷态调整量。汉吉龙激光轴校准仪企业苏州汉吉龙 hojolo AS500 红外振动对中仪是否支持定制?

通过AS500激光对中仪的虚拟仿真模式,学员在未接触实物前,可通过触摸屏操作完成轴系建模、偏差设置、数据采集的全流程模拟。配合教学课件(含ISO1940-1平衡标准解析),理解偏差对设备寿命的影响(如角度偏差每增加0.1°,轴承寿命缩短30%)。2.进阶实训阶段工业案例复现:案例1:离心泵轴对中①设置初始偏差(径向0.15mm,角度0.04°),学员需通过SAT300的自动调整建议(如“电机后脚垫高0.12mm”)完成校正,**终偏差需≤0.03mm。②对比校正前后的振动频谱(使用ICP传感器采集10-14kHz数据),验证对中效果与振动值的相关性(振动速度从6.8mm/s降至1.5mm/s)。案例2:风机联轴器热态补偿①模拟运行温度80℃,学员需计算轴体热膨胀量(钢质轴ΔL=11×10⁻⁶/℃×轴长×温升),并在冷态预留补偿值(如轴长3米时预留0.33mm)。②启动设备加热模块(温控精度±1℃),验证热态偏差是否在允许范围(≤0.05mm),理解预调整的重要性。
红外热成像模块的温度检测精度硬件参数与测温范围搭载FLIRLepton非制冷微测辐射热计(160×120像素),热灵敏度<50mK,测温范围覆盖**-10℃~400℃,温度测量精度为±2%或±2℃**(取较大值)。该模块可同步显示区域比较高温、比较低温及屏幕中心温度,实现“全景+焦点”模式监测。振动分析模块的宽频诊断精度频率响应与信号捕捉采用ICP/IEPE磁吸式加速度计,频率响应范围10Hz~14kHz,可精细捕捉1X/2X转速频率异常(对应不对中、不平衡)及高频冲击信号(如轴承滚动体缺陷)。例如,某车铣复合机床C轴振动速度超标至12mm/s,AS500通过频谱分析快速定位齿轮箱安装偏差,校准后降至3mm/s。hojolo 激光找正仪助力旋转设备联轴器精确找正提升效率。

环境适应性评估1.温度与热膨胀常规环境:-20℃~60℃温度范围内,AS500内置20余种材料热膨胀系数库(如钢11×10⁻⁶/℃),自动计算冷态预调整量,极端高温:若设备运行温度>80℃(如冶金高炉风机),需定制高温防护套件,通过优化散热结构确保光学元件温度漂移<0.001mm/℃。2.粉尘与防爆需求普通工业环境:IP54防护等级可抵御粉尘与水溅,满足水泥厂、钢铁厂等场景。防爆区域:需定制ATEX认证型号(如AS500防爆版),适用于油气开采、化工反应釜等场景,防护等级可达IP65。3.振动干扰抑制高振动设备:如齿轮箱(10Hz~14kHz频谱),需选择双激光束同步测量技术的型号(如AS500),抵消设备振动干扰,保持数据稳定性。汉吉龙 AS100-AS500 全系列,原厂直销工业对中整体方案。昆山激光轴校准仪哪家好
机床主轴同轴仪 机床主轴同轴度检测。质量激光轴校准仪找正方法
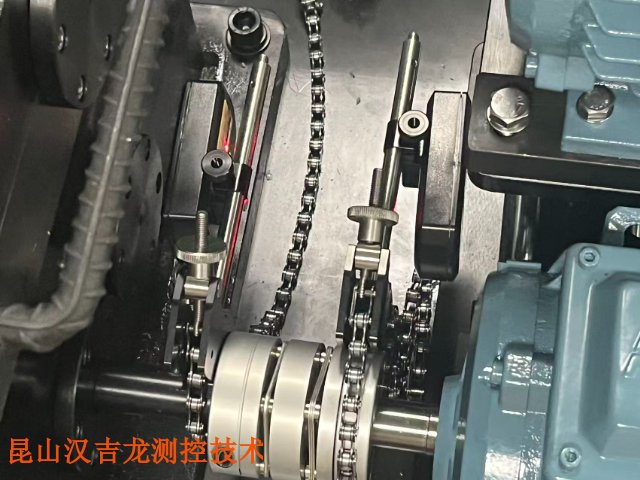
快速安装与精细定位磁吸式支架+链条夹具组合:采用航空级铝合金磁吸式支架(吸力≥50kg)或链条夹具(锁紧力≥80N・m),10分钟内完成φ20-250mm电机轴的双传感器安装,安装偏差≤0.01mm。对于立式电机,可通过V型磁性支架+辅助支撑臂设计,确保传感器在垂直轴上稳定吸附。坐标系统一标定:使用标准芯棒(直径公差±0.001mm)建立全局坐标系,通过旋量理论将激光数据转换至同一参考系。智能分析与调整方案三维可视化诊断:5.7英寸触摸屏实时显示轴系三维模型,红**域标注超差(如径向偏差>0.005mm),绿**域为合格。某龙门加工中心主轴检测时,系统提示后轴承端径向偏差0.012mm,需通过调整轴承预紧力修正。全局优化调整算法:基于遗传算法综合考虑轴径、跨距及热膨胀,自动生成地脚调整建议(精度至0.001mm)。质量激光轴校准仪找正方法
与激光轴校准仪相关的文章

工厂激光轴校准仪企业
- 三合一激光轴校准仪怎么样 2026-05-15
- 瑞典激光轴校准仪制造商 2026-05-15
- 国产激光轴校准仪 2026-05-15
- 马达激光轴校准仪公司 2026-05-14
- synergys激光轴校准仪特点 2026-05-14
- 租用激光轴校准仪使用视频 2026-05-14
- HOJOLO激光轴校准仪供应商 2026-05-13
- 教学激光轴校准仪哪里买 2026-05-13
- synergys激光轴校准仪定制 2026-05-13
- 原装进口激光轴校准仪视频 2026-05-13
- 租用激光轴校准仪厂家排名 2026-05-13
- 爱司激光轴校准仪保养 2026-05-13
与激光轴校准仪相关的产品



与激光轴校准仪相关的新闻
-
工厂激光轴校准仪装置 2026-05-13 09:08:32硬件集成与环境适应性轻量化设计:碳纤维材质测量单元*重75g,可嵌入20mm间距的设备间隙。无线传感器与倾角仪摆脱电缆束缚,安装时间缩短至2分钟以内。高防护性能:IP54防护等级可在粉尘、水溅环境中稳定运行,-20℃~60℃宽温域工作能力适配矿山、冶金等恶劣工况。多场景兼容:支持轴径Ø2...
-
基础款激光轴校准仪用途 2026-05-13 02:02:53多维度评估:操作规范性:通过SAT500的过程记录功能,检查学员是否遵循“先水平后垂直”“先粗调后精调”的操作顺序。问题解决能力:设置未知故障场景(如联轴器半接手磨损),学员需通过测量数据(如径向偏差在不同角度差异>0.05mm),判断问题根源并提出更换方案。团队协作:模拟多轴联动校正(如造纸机烘缸...
-
马达激光轴校准仪现状 2026-05-13 07:03:22苏州汉吉龙激光轴校正仪为原厂直销产品,**优势是精细适配卧式与立式设备轴系校正,兼具高测量精度与便捷操作,可直接对接原厂技术与服务支持。一、**适配能力:覆盖卧式/立式设备该激光轴校正仪通过结构设计与功能优化,实现对两类设备的针对性适配,无需额外改装即可直接使用。卧式设备适配支持轴径范围Ø20-25...
-
设备激光轴校准仪电话 2026-05-13 05:03:34Hojolo 激光找正仪(品牌所属苏州汉吉龙测控技术)是一款专为旋转设备联轴器精确找正设计的工业级工具,**优势体现在高精度、智能化和全场景适配性上,尤其适合石化、电力、冶金等对设备稳定性要求极高的行业。以下从技术原理、产品特性、实际应用及行业对比四个维度展开分析:一、技术原理与**优势微米级精度保...
与激光轴校准仪相关的问题
新闻资讯
产品推荐
-

国内轴心激光校正仪现状
2026-05-23 -

上海多功能激光对中仪
2026-05-23 -

无线轴心激光校正仪工作原理
2026-05-23 -
红外泵轴热补偿对中仪视频
2026-05-23 -
马达轴心激光校正仪价格
2026-05-23 -

电厂激光对中仪工作原理
2026-05-23 -

红外镭射主轴对准仪制造商
2026-05-22 -
AS500角度偏差测量仪厂家排名
2026-05-22 -

振动轴心激光校正仪怎么样
2026-05-22