- 品牌
- 明晟光普
- 工艺
- 锻制
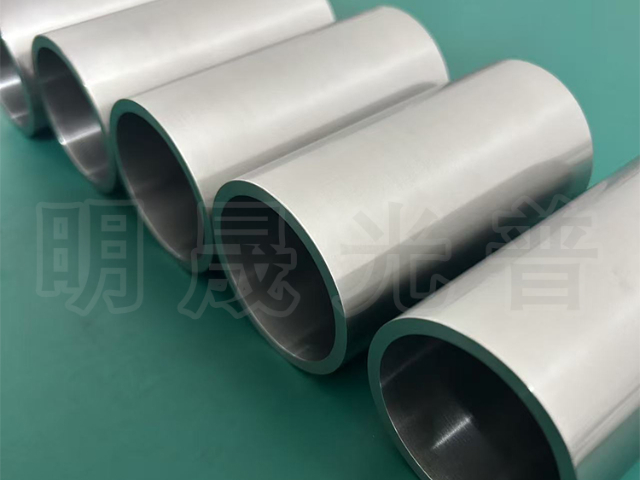
耐高温与度是钽坩埚为突出的性能之一。由于钽的高熔点特性,钽坩埚能够在高达 1700℃甚至更高的极端高温环境下保持稳定的固态结构,不发生软化、变形等现象。例如,在蓝宝石单晶生长炉中,长时间处于 1800℃左右的高温环境,钽坩埚依旧能够稳定地承载熔体,为蓝宝石晶体的生长提供可靠的空间。同时,钽坩埚具有较高的强度,其抗拉强度可达 350MPa 以上,屈服强度约为 200MPa。这使得它在承受高温物料的重力、热应力以及在生产过程中可能受到的机械外力时,能够保持良好的结构完整性,不易发生破裂或变形,确保了生产过程的连续性与安全性。在高温合金熔炼等领域,钽坩埚的这种耐高温与度特性使其成为理想的熔炼容器,能够满足对高温环境下材料处理的严苛要求。工业钽坩埚可定制壁厚(1-10mm),根据熔炼物料调整,兼顾强度与成本。武威钽坩埚货源源头厂家

真空烧结是钽坩埚致密化环节,采用卧式真空烧结炉(最高温度2500℃,真空度1×10⁻³Pa),烧结曲线分四阶段:升温段(室温至1200℃,速率10℃/min)去除残留气体;低温烧结段(1200-1800℃,保温4小时)实现颗粒表面扩散,形成初步颈缩;中温烧结段(1800-2200℃,保温6小时)以体积扩散为主,密度快速提升;高温烧结段(2200-2400℃,保温8小时)促进晶界迁移,消除孔隙。烧结过程需实时监测炉内温度均匀性(温差≤5℃)与真空度,通过红外测温仪多点测温,确保温度场稳定。不同规格坩埚烧结参数需差异化调整:小型精密坩埚采用较低升温速率(5℃/min),避免变形;大型坩埚延长高温保温时间(10小时),确保内部致密化。烧结后随炉冷却至500℃以下,转入惰性气体冷却室,冷却速率5℃/min,防止温差过大产生热应力,冷却后得到烧结坯,密度需达到9.6-9.8g/cm³(理论密度98%-99%)。武威钽坩埚货源源头厂家钽坩埚在磁性材料制造中,熔炼稀土永磁材料,保证磁性能稳定。
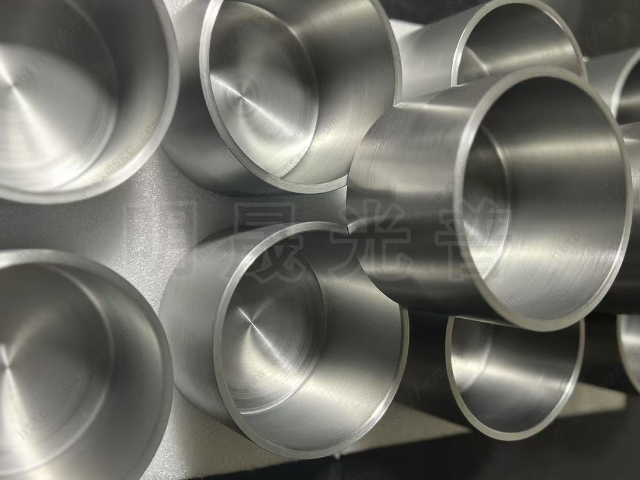
制造工艺的革新为钽坩埚产业的发展注入了新的活力。3D打印技术逐步应用于钽坩埚制造,可实现复杂结构的一体化成型,如内部带有冷却通道、异形导流槽的坩埚,满足特殊工艺需求,且成型坯体相对密度可达98%以上。数字化控制冷等静压成型技术通过引入高精度传感器与PLC控制系统,精确调节压力,使大型钽坩埚(直径≥500mm)坯体密度偏差控制在±0.05g/cm³以内,大幅提高了产品质量的稳定性与生产效率。快速烧结工艺、微波烧结等新型烧结技术的应用,缩短了烧结时间、降低了能耗,同时细化了晶粒,提升了钽坩埚的性能。例如,采用微波烧结技术,可将烧结时间缩短至传统烧结方法的1/3,同时使钽坩埚的晶粒尺寸细化至5-10μm,显著提高了其强度与韧性,推动产业向高效、节能、质量的方向发展。
钽元素于 1802 年被瑞典化学家安德斯・古斯塔夫・埃克贝里发现。然而,在随后的很长一段时间里,由于钽的提取与加工技术难度较大,其应用范围受到了极大限制。直到 20 世纪中叶,随着材料科学与冶金技术的不断进步,人们逐渐掌握了高效提取和加工钽的方法,钽及其制品才开始崭露头角。初,钽主要应用于领域,因其优良的性能被用于制造武器装备的关键部件。随着科技的发展与工业需求的增长,钽坩埚逐渐走进人们的视野。在 20 世纪后半叶,半导体产业蓬勃兴起,对高纯度、耐高温且化学稳定的材料处理容器产生了迫切需求。钽坩埚凭借其独特优势,迅速在半导体材料熔炼与晶体生长领域得到应用,开启了其在现代工业中广泛应用的新篇章。此后,随着光伏、航空航天、合金制造等行业的发展,钽坩埚的需求持续攀升,应用领域不断拓展。钽坩埚在电子材料制造中,熔炼高纯度半导体硅、锗,保证材料电学性能。

针对不同应用场景的特殊需求,钽坩埚的结构创新向功能化、定制化方向发展,通过集成特定功能模块提升使用便利性与效率。在半导体晶体生长领域,开发带内置导流槽的钽坩埚,导流槽采用 3D 打印一体化成型,精细控制熔体流动路径,避免晶体生长过程中的对流扰动,使单晶硅的缺陷率降低 25%;在航空航天高温合金熔炼领域,设计双层结构钽坩埚,内层为纯钽保证纯度,外层为钽 - 铼合金提供强度,中间预留 5-10mm 的冷却通道,通过通入惰性气体实现精细控温,温度波动控制在 ±2℃以内,满足特种合金对温度精度的严苛要求。在新能源固态电池电解质制备中,创新推出带密封盖的钽坩埚,密封盖采用钽 - 陶瓷复合密封圈,实现真空度≤1×10⁻³Pa 的高密封效果,避免电解质在高温烧结过程中与空气接触发生氧化,提升电池性能稳定性。功能化结构创新使钽坩埚从单纯的 “容器” 转变为 “功能组件”,更好地适配下游工艺需求,提升整体生产效率与产品质量。钽坩埚在蓝宝石晶体生长中,提供稳定热场,助力晶体尺寸均匀生长。武威钽坩埚货源源头厂家
钽坩埚在光伏产业中,辅助制备高效光电材料,提升电池转换效率。武威钽坩埚货源源头厂家
机械加工旨在将烧结坯加工至设计尺寸与精度,首先进行车削加工,采用数控车床(定位精度±0.001mm),刀具选用硬质合金(WC-Co,Co含量10%),切削参数:速度8-12m/min,进给量0.1-0.15mm/r,深度0.2-0.5mm,使用煤油作为切削液(冷却、润滑),避免加工硬化。车削分为粗车与精车,粗车去除多余余量(留0.5mm精车余量),精车保证尺寸精度(公差±0.05mm)与表面光洁度(Ra≤0.8μm)。对于带法兰、导流槽的特殊结构坩埚,需进行铣削加工,采用立式加工中心(主轴转速8000r/min),刀具为高速钢铣刀,按三维模型编程加工,确保结构尺寸偏差≤0.1mm。加工过程中需每10件抽样检测,采用三坐标测量仪检测外径、内径、高度、壁厚等参数,超差件需返工,返工率控制在5%以下,确保产品尺寸一致性。武威钽坩埚货源源头厂家
- 厦门哪里有钽坩埚货源源头厂家 2025-12-31
- 兰州钽坩埚厂家直销 2025-12-31
- 自贡钽坩埚生产厂家 2025-12-28
- 嘉兴钽坩埚供货商 2025-12-28
- 宜春钽坩埚源头供货商 2025-12-25
- 绵阳哪里有钽坩埚源头厂家 2025-12-25
- 阳江钽坩埚货源源头厂家 2025-12-17
- 苏州哪里有钽坩埚供应商 2025-12-12
- 榆林哪里有钽坩埚源头供货商 2025-12-10
- 广州钽坩埚的市场 2025-12-10
- 枣庄哪里有钽坩埚生产 2025-12-07
- 西安钽坩埚制造厂家 2025-12-04