- 品牌
- IOK
- 型号
- 001
- 产地
- 广东
- 厂家
- IOK
电池箱的标准化是推动行业规模化发展的关键,目前已形成多个主流标准体系,但互换性仍存在挑战。尺寸标准化方面:中国 GB/T 34013-2017 规定了动力电池箱的外部尺寸与安装接口,支持不同厂家的电池箱在同一车型上互换;欧盟 ETSI 标准则定义了储能电池箱的集装箱兼容尺寸(如 2.44m×1.22m×0.61m),便于集群部署。接口标准化包括:高压接口采用 GB/T 20234 系列标准(如快充接口定义),通信接口遵循 CANopen 或 Modbus 协议,确保不同品牌 BMS 的兼容性。然而,由于电芯类型(磷酸铁锂、三元锂)、冷却方式(风冷、液冷)的差异,完全互换性仍难以实现。为此,行业正推动 “模块化接口” 概念:将机械安装、电气连接、热管理接口分离设计,通过适配器实现部分互换。例如,中国新能源汽车换电模式中,电池箱通过标准化的锁止机构与车辆连接,不同厂家的电池箱可在同一换电站使用,大幅提升换电效率。未来,随着固态电池等新技术的成熟,电池箱的标准化程度将进一步提高,推动储能与新能源汽车产业的协同发展。电池箱的壳体表面需做防刮处理,适应频繁搬运的使用场景。东莞网安电池箱加工订制
电池箱的安全体系包含主动预防与被动防护两层。主动防护方面,BMS 实时监测每节电芯电压(精度 ±5mV)、温度(采样率 10Hz),当检测到过压、过流或温差超 5℃时,0.5 秒内切断主回路。被动防护采用三级防爆结构:电芯级设置泄压阀(开启压力 0.3MPa),模组级加装气凝胶隔热层(导热系数 0.02W/m・K),箱体级配备定向爆破片(爆破压力 0.8MPa),确保热失控气体定向排出。此外,箱体底部采用 3mm 厚防弹钢板,可抵御 10mm 尖锐物穿刺,通过 ISO 3833 碰撞测试验证。珠海风电电池箱加工订制电池箱采用密封设计,可有效防护内部电芯免受潮湿与粉尘侵蚀,延长使用寿命。

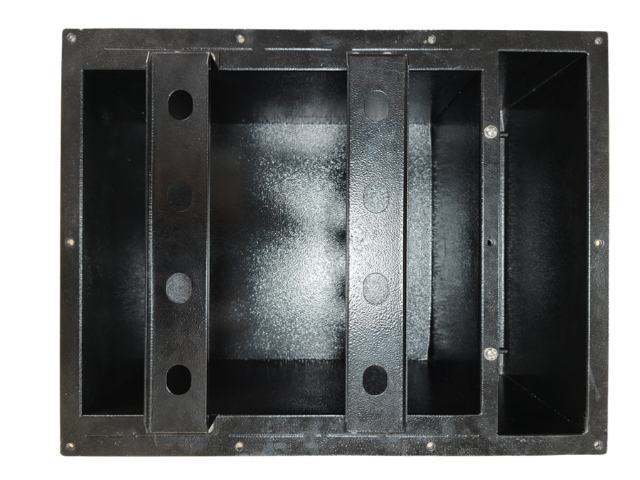
电池箱的热管理系统是抑制电芯热失控的关键手段,其设计需覆盖 “均温、散热、隔热” 三重目标。主动散热方案中,液冷系统通过箱体底部的集成式流道(截面积 50-80mm²),使冷却液以 1.5-2L/min 的流量流经模组,换热效率比风冷高 3-5 倍,适合高倍率放电场景(如商用车);风冷系统则通过箱体侧面的轴流风扇(风量≥500m³/h),形成 “侧进顶出” 风道,成本只为液冷的 1/4,多用于储能电池箱。被动散热依赖箱体结构优化:箱壁采用双层设计,中间填充 20-30mm 厚的隔热棉(导热系数≤0.03W/m・K),可延缓外部高温传入;模组间设置铝制散热鳍片(表面积≥0.5m²),通过自然对流散去冗余热量。为应对极端情况,箱体内部预埋热电偶传感器(精度 ±1℃),实时监测电芯表面温度,一旦超过阈值,热管理系统将触发强制冷却,同时通过 BMS 切断充放电回路。部分高级电池箱还集成相变材料(PCM),在电芯突发放热时通过相变潜热(≥150kJ/kg)吸收热量,为消防系统启动争取时间。
低温环境(如 - 20℃以下)会导致电芯活性下降、容量骤减,电池箱需通过预热与保温设计维持其工作性能。保温系统采用 “主动加热 + 被动隔热” 组合:箱体内部铺设 20mm 厚的气凝胶毡(常温导热系数≤0.018W/m・K),配合密封结构,使箱内热量损失率≤5%/h;底部安装硅胶加热片(功率密度 20-30W/m²),通过 BMS 控制在电芯温度低于 5℃时启动,将电芯预热至 15-20℃。动力电池箱还会利用车辆余热:通过热管理回路将电机、电控系统产生的废热引入电池箱,提升能源利用效率(节能 20% 以上)。在极寒地区(如西伯利亚),则采用 “双极加热” 方案:除电芯底部加热外,在模组之间增设 PTC 加热器(工作温度 - 40℃~85℃),确保 - 30℃环境下 30 分钟内将电池温度提升至工作区间。同时,箱体材料选用低温韧性优异的材料,如 - 40℃冲击功≥27J 的 Q355ND 低温钢,避免低温脆断风险。这些设计使电池箱在严寒地区的容量保持率提升至 80% 以上,满足车辆与储能系统的基本运行需求。储能电池箱采用堆叠式安装,在有限空间内大化储能容量。

电池箱需通过严苛环境测试验证其耐久性。高低温循环测试(-40℃~85℃,500 次循环)后,箱体结构无裂纹,密封性能无衰减。湿热循环测试(40℃,95% RH,1000 小时)后,绝缘电阻仍保持>100MΩ。盐雾测试(5% NaCl 溶液,1000 小时)后,金属部件腐蚀面积<5%,功能无异常。振动耐久性测试(随机振动,总均方根加速度 26.8g,持续 120 小时)后,所有紧固件无松动,电气性能参数变化率<5%,确保在车辆颠簸、海上运输等复杂场景下长期可靠运行。电池箱的电芯均衡电路可保证各节电芯电压一致性,延长寿命。中山网安电池箱加工订制
电池箱的电芯间填充隔热材料,防止热失控时发生连锁反应。东莞网安电池箱加工订制
电池箱的回收与环保设计:环保理念推动电池箱采用可回收材料与易拆解结构。壳体材料优先选择 PCR(消费后回收)塑料,占比可达 30% 以上,金属部件采用无铬钝化处理,减少重金属污染。连接方式多采用卡扣与螺栓组合,避免焊接固定,拆解时间较传统结构缩短 60%。箱内缓冲材料使用可降解发泡棉,替代传统 EVA 材料。部分企业还建立电池箱回收体系,通过专业设备分离金属、塑料等组件,材料回收率可达 95%,符合欧盟 WEEE 指令要求,实现全生命周期的环保管控。东莞网安电池箱加工订制
沃可倚(东莞)科技有限公司在电池箱的研发与制造过程中,始终将产品安全放在前面,凭借专业的技术团队和严苛的质量管控体系,打造安全可靠的电池箱产品。公司的技术团队深耕电池箱领域多年,熟悉电池组的工作原理和安全特性,在电池箱的结构设计中充分考虑防短路、防过载、防碰撞等安全防护要点,通过合理的结构布局和防护设计,大限度降低电池使用过程中的安全风险。在生产过程中,公司严格执行国家相关行业标准和企业内部质量规范,对每一道工序进行严格的质量检验,从原材料入库检验到半成品检验,再到成品出厂检验,全程不留质量死角。此外,公司还可根据客户需求,为电池箱配备完善的安全监测系统,实时监测电池箱内部的温度、电压等关键参...
- 珠海4U电池箱钣金订制 2026-02-03
- 上海储能电池箱厂家 2026-02-02
- 广东4U电池箱 2026-02-02
- 深圳光伏电池箱加工订制 2026-01-31
- 东莞网安电池箱钣金订制 2026-01-31
- 广东4U电池箱订制 2026-01-31
- 浙江电池箱机柜厂家 2026-01-29
- 工业电池箱专业钣金加工厂家 2026-01-28
- 江苏3U电池箱钣金订制 2026-01-28
- 上海储能电池箱厂商订制 2026-01-27


- AI电池箱外壳 2026-01-26
- 东莞刀片式电池箱专业钣金加工厂家 2026-01-26
- 广东塔式电池箱品牌 2026-01-25
- 东莞风电电池箱品牌 2026-01-24
- 深圳AI电池箱加工 2026-01-23
- 珠海4U电池箱机柜厂家 2026-01-23






- 辽中区存储服务器机箱品牌 02-09
- 丰台区AI机箱 02-09
- 成都IOK服务器机箱加工订制 02-09
- 湖南塔式服务器机箱 02-09
- 天津铝合金服务器机箱厂家 02-09
- 房山区塔式机箱批发厂家 02-09
- 房山区塔式服务器机箱订制 02-09
- 延庆区6U服务器机箱专业钣金加工厂家 02-09
- 皇姑区IOK服务器机箱厂家 02-09
- 湖南热插拔服务器机箱外壳 02-09