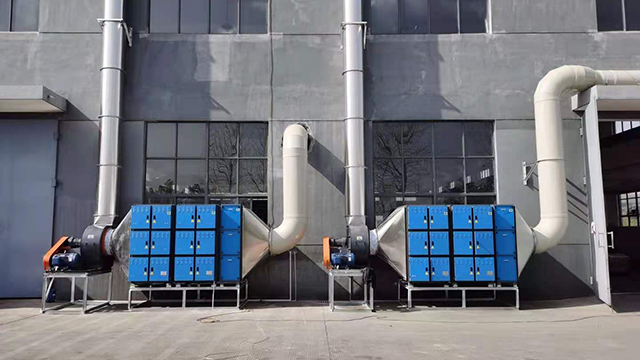
- 品牌
- 德益
- 型号
- DY-005
催化燃烧的优点:
起燃温度低:相比直接燃烧,催化燃烧所需的起燃温度大幅降低,可节省能源消耗,降低运行成本。
处理效率高:能在较短时间内将有机物彻底氧化分解,去除效率高,可有效减少废气对环境的污染。
适用范围广:可处理多种类型的有机废气,包括烃类、醇类、醛类、酮类等。
无二次污染:反应产物主要是二氧化碳和水,不会产生氮氧化物、二噁英等二次污染物,对环境友好。
安全性好:采用无焰燃烧方式,避免了明火可能带来的安全隐患,且设备运行稳定可靠。 故障诊断功能提前预警,减少非计划停机时间。UV油漆催化燃烧厂家

环保治理:处理有机废气(VOCs)催化燃烧广泛的应用是处理工业生产中排放的挥发性有机化合物(VOCs),如喷涂、印刷、化工、电子等行业产生的苯、甲苯、二甲苯、醛类、酮类等废气。
作用原理:在催化剂(如铂、钯等贵金属或金属氧化物)作用下,VOCs与氧气发生氧化反应,生成二氧化碳(CO₂)和水(H₂O),同时释放热量,将有毒有害的有机污染物转化为无害物质,降低对大气的污染。
优势:反应温度低(通常200~400℃,远低于直接燃烧的800℃以上),能耗低。处理效率高,可达到95%以上,且副产物少,无二次污染(如少氮氧化物生成)。 苏州涂装催化燃烧与吸附浓缩技术耦合,可处理低浓度废气。

处理有害气体,降低污染物排放
除了 VOCs,催化燃烧还可用于处理一氧化碳(CO)、氮氧化物(NOx)等有害气体。在汽车尾气净化中,三元催化器就是催化燃烧技术的典型应用。它能够同时将尾气中的 CO、碳氢化合物(HC)氧化成二氧化碳和水,将 NOx 还原为氮气,使汽车尾气排放达标,减少对大气的污染,对改善城市空气质量意义重大。
实现能源回收利用,提升资源效率
在处理高浓度有机废气或可燃废气时,催化燃烧过程中释放的大量热量可被回收利用。例如,在一些化工厂,催化燃烧设备产生的热量可用于预热待处理的气体、加热生产工艺中的物料,或转化为蒸汽用于发电,从而降低企业对外部能源的依赖,实现能源的循环利用,提升生产过程的经济性和可持续性。
食品与饲料加工行业:异味治理的新选择食品烘焙、饲料烘干等过程会产生带有异味的有机废气,虽然污染物浓度相对较低,但气味影响周边环境。催化燃烧技术可有效分解废气中的有机成分,消除异味,同时处理过程中无需添加额外化学药剂,避免对食品或饲料造成二次污染,保障产品安全性。催化燃烧技术以其环保、高效、节能的特性,在众多行业的污染治理和生产优化中占据重要地位。随着技术的不断进步和环保要求的日益严格,其应用范围还将持续拓展,为更多行业的绿色发展提供有力支持。整体式催化剂替代颗粒状,减少压降与能耗损失。

起燃温度低:一般有机废气催化燃烧与直接燃烧相比,具有起燃温度低,能耗小的明显特点。
例如,甲醇、甲醛在以氧化铝为载体的Pt催化剂(Pt/Al2O3)的作用下,室温下就开始燃烧,而直接燃烧法起始燃烧点通常为300 - 600℃。
净化效率高:能够将有机废气中的有害物质转化为二氧化碳和水,净化效率高,通常可达90%以上。
能耗少:燃烧易达稳定,甚至到起燃温度后无需外界传热就能完成氧化反应。
适应氧浓度范围大:噪音小,无二次污染,且燃烧缓和,运转费用低,操作管理方便。
安全性高:催化燃烧是没有明火的燃烧,一般低于350℃,不会有氮氧化物(NOx)生成,更为安全和环保。 汽车涂装车间喷漆废气治理,解决异味问题。苏州催化燃烧活性炭设备
蜂窝状催化剂结构增大接触面积,反应效率提升。UV油漆催化燃烧厂家
油漆催化燃烧凭借催化剂的强大作用,能够对油漆废气中的有机污染物进行深度净化。以工业涂装车间为例,车间排放的废气中常含有苯系物、挥发性有机化合物(VOCs)等污染物,使用油漆催化燃烧技术,净化效率通常可达 95% 以上 。在一些管理规范、设备先进的汽车涂装生产线,通过优化催化燃烧系统的运行参数和催化剂性能,净化效率甚至能接近 100%。这意味着排放到大气中的污染物大幅减少,有效改善了空气质量,保护了生态环境。同时,高效的净化能力也能帮助企业轻松满足日益严格的环保排放标准,避免因废气排放不达标而面临的高额罚款和停产整改风险。UV油漆催化燃烧厂家