- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
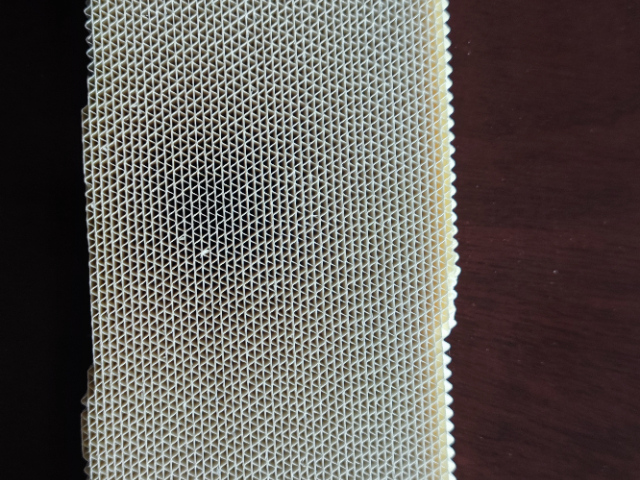
瓦楞成型功能
压制成型借助具有特定楞型的成型辊组(凹凸啮合结构),将玻璃纤维基材压制成规则的瓦楞波形。成型过程中,通过辊筒的压力与协同转动,使基材强制贴合辊面纹路,形成稳定的波浪形结构,满足不同产品对楞高、楞距的形态要求。楞型适配与更换支持更换不同规格的成型辊,以适配多种瓦楞类型(如不同高度和间距的波形),可根据产品的强度需求、重量要求或安装场景,生产出对应楞型的玻璃纤维瓦楞制品。定型加固在成型过程中,通过加热(如热风、红外加热等方式)或加压保型,使瓦楞结构保持稳定。对于需要与树脂等粘结剂结合的产品,此环节可促进粘结剂固化,增强瓦楞结构的挺度和整体性,避免成型后出现塌楞、变形。 每件沸石转轮附带详细的产品说明书和维护指南。江阴分子筛玻璃纤维瓦楞机生产工艺
压辊压力的大小则直接影响瓦楞的成型效果,压力过大可能导致纸张过度挤压甚至破损,压力过小则无法使纸张充分贴合瓦楞辊的凹槽,从而造成瓦楞形状不规整。纸张厚度的变化也要求对瓦楞辊和压辊的参数进行相应调整,以确保无论何种厚度的纸张都能被加工出高质量的瓦楞。因此,在实际生产过程中,操作人员需要根据具体的产品要求和纸张特性,如同经验丰富的工匠一般,精细地调整这些参数,以打造出符合标准的完美瓦楞形状。同时,导纸辊在这一阶段继续发挥着重要作用,它时刻关注着纸张的行进方向,确保其在瓦楞成型过程中始终保持平整、无褶皱,为后续的加工环节奠定坚实基础。无锡脱硝催化玻璃纤维瓦楞机供应商陶瓷纤维在制作蜂窝模块。
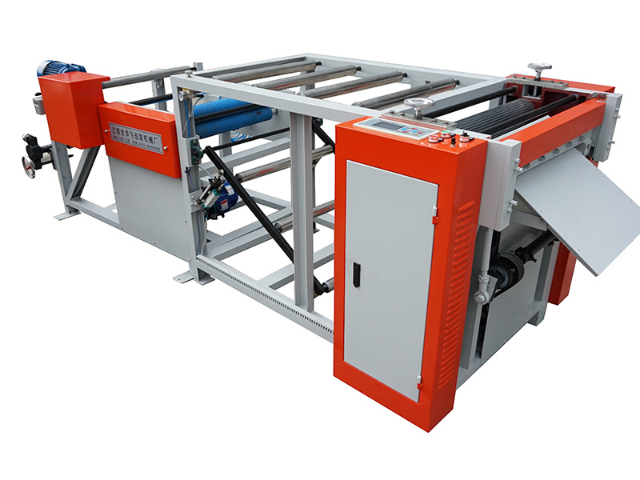
现代玻璃纤维瓦楞机的基本结构可分为六大系统:放卷机构、浸胶系统、成型装置、固化单元、切割系统及控制系统。以双曲面瓦楞玻璃钢容器制作装置为例,其重心创新在于采用可伸缩的扇形板组合结构,通过大扇形板与小扇形板的间隔排布形成圆筒状模具,配合中心轴旋转实现连续缠绕成型。这种设计使传统需要人工内贴的成型工艺实现了机械化,生产周期从数小时缩短至约一小时,明显提升了生产效率与产品一致性。成型系统作为设备的"心脏",其设计直接决定了瓦楞制品的精度与性能。
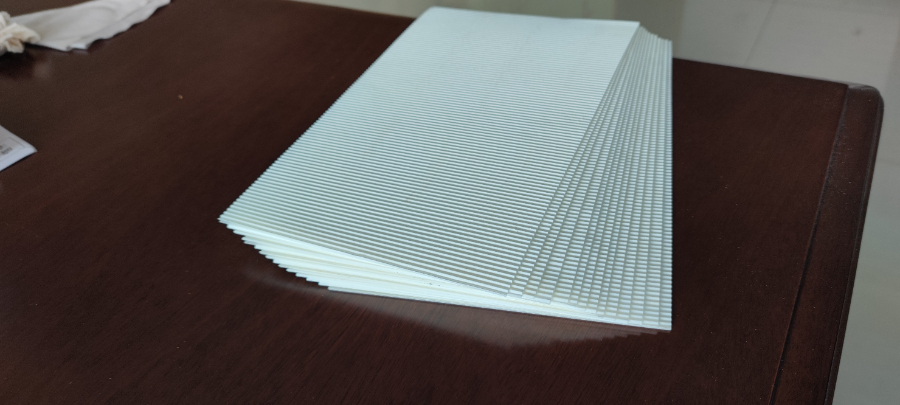
切割后的瓦楞纸板或瓦楞纸箱,如同战场上凯旋的战士,有序地通过收纸机构被收集起来。收纸机构的设计充分考虑了产品的堆放稳定性和便于搬运的需求,它宛如一位贴心的管家,将产品整齐地堆叠在一起,为后续的打包和贴标等后处理工作做好准备。打包环节则像是为产品穿上一层坚固的铠甲,通过合适的包装材料和打包方式,确保产品在运输和储存过程中的安全。贴标则如同给产品贴上一张独特的名片,标注产品的相关信息,方便识别和管理。整个收纸与打包阶段,虽然看似简单,但却需要各个环节紧密配合,才能确保产品高效、有序地完成***的加工流程,顺利走向市场。沸石转轮瓦楞机生产厂商。

当玻璃纤维纸在送纸机构的引导下顺利进入瓦楞成型部分时,一场神奇的变形之旅就此拉开帷幕。压辊宛如一双强有力的大手,将玻璃纤维纸稳稳地压入瓦楞辊的凹槽之中,在压力的作用下,纸张逐渐被塑造成特定的瓦楞形状。这一过程中,瓦楞辊的楞型、压辊施加的压力大小以及纸张自身的厚度等诸多因素,宛如一把把钥匙,共同决定着较终瓦楞形状的精细度和质量的优劣。不同的楞型,如常见的A楞、B楞、C楞和E楞等,各自具有独特的高度、间距和抗压性能,适用于不同的应用场景和产品需求。江阴瓦楞机的生产和发展现状。江阴催化剂载体玻璃纤维瓦楞机生产工艺
特定工序采用自动化生产线,提高生产效率和精度。江阴分子筛玻璃纤维瓦楞机生产工艺
设备功率配置反映了能耗水平与生产能力的平衡。小型窄幅机功率通常在 10-15KW,中型生产线为 20-30KW,大型特种设备则可达 50KW 以上。现代节能型设备通过变频电机、余热回收等技术,比传统机型能耗降低 20-30%,符合绿色制造的发展趋势。同时,设备的自动化程度也影响着能耗效率,全自动生产线通过精确控制各环节协调运行,比半自动线减少 15% 以上的能源浪费。玻璃纤维瓦楞制品凭借其独特的性能组合 —— 强高度、轻量化、耐腐蚀、绝缘性好等,已渗透到国民经济的多个领域,而应用市场的多元化需求又反过来推动着玻璃纤维瓦楞机技术的持续创新。
- 江阴陶瓷纤维玻璃纤维瓦楞机哪家好 2026-05-23
- 陶瓷纤维瓦楞玻璃纤维瓦楞机视频 2026-05-23
- 江阴脱硫脱硝玻璃纤维瓦楞机视频 2026-05-23
- 江苏脱硝催化玻璃纤维瓦楞机生产工艺 2026-05-22
- 三元催化玻璃纤维瓦楞机多少钱 2026-05-22
- 玻璃纤维模块玻璃纤维瓦楞机视频 2026-05-22
- 三元催化玻璃纤维瓦楞机设备 2026-05-22
- 玻璃纤维瓦楞玻璃纤维瓦楞机直销 2026-05-21
- 无锡分子筛玻璃纤维瓦楞机生产厂家 2026-05-21
- 无锡玻璃纤维玻璃纤维瓦楞机厂家 2026-05-21
- 江苏催化剂载体玻璃纤维瓦楞机生产工艺 2026-05-21
- 江苏陶瓷纤维瓦楞玻璃纤维瓦楞机操作流程 2026-05-20