- 品牌
- 今日标准
- 型号
- TC205-IV
- 产地
- 深圳
多轴联动加工技术的发展,将极大拓展走心式数控车床的加工能力边界。相较于传统三轴联动,多轴联动可使刀具在空间内实现更灵活的姿态调整,从而实现对复杂曲面零件的高精度加工。在航空航天领域,发动机叶片、叶轮等关键零部件具有复杂的曲面结构,多轴联动的走心式数控车床能够一次装夹完成多工序加工,有效减少因多次装夹带来的误差,提高零件加工精度与表面质量。未来,随着多轴联动控制技术的不断成熟与成本降低,这一技术将在走心式数控车床中得到更广泛的应用,推动制造业向高级化、精细化发展。作为精密加工利器,走心式数控车床前景无限广阔。安徽走心式数控车床使用方法

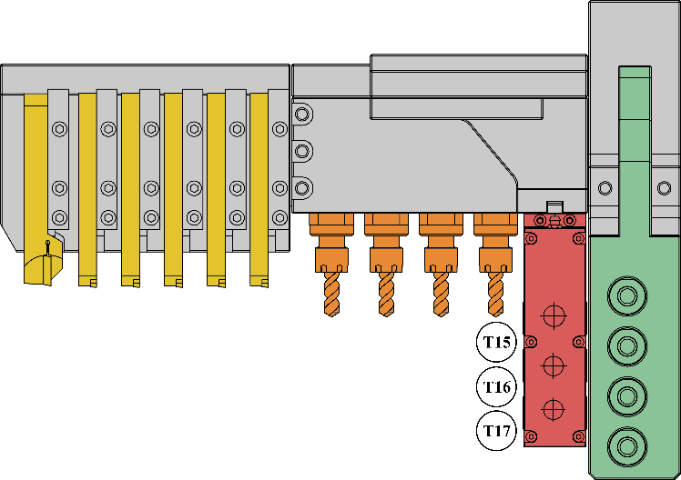
合理的刀具配置和科学的刀具管理是走心式数控车床实现高效、高精度加工的关键。走心式数控车床通常配备多样化的刀具,如车刀、铣刀、钻头、丝锥等,以满足不同加工工序需求。刀具安装时,需严格遵循操作规程,使用高精度对刀仪进行刀具长度和直径补偿,确保刀具安装位置准确。为延长刀具使用寿命,需定期检查刀具磨损情况,根据加工材料和切削参数制定合理的刀具更换周期。同时,借助刀具管理系统对刀具使用情况进行实时监控和记录,通过大数据分析预测刀具寿命,实现刀具的智能化管理,提高刀具利用率,降低刀具成本。安徽走心式数控车床使用方法主轴与工件夹紧部位准确加工,走心式数控车床确保精度恒定。

走心式数控车床在加工精度方面表现优良。一次装夹就能完成多工序加工,避免了传统多机床加工因重复装夹产生的误差,尺寸精度可达 ±0.005mm,表面粗糙度 Ra≤0.8μm。加工细长轴时,导套支撑与主轴走刀设计有效防止弯曲变形,使其成为加工医疗针管、钟表轴等高精度要求精密零件的理想选择。对于医疗、航空航天等对精度近乎苛刻的行业,能稳定输出高精度产品,满足生产需求。走心式数控车床的加工效率远胜传统车床。车、铣、钻等多工序集成于一台设备,无需频繁更换机床进行不同工序操作,加工效率可比传统车床提升 3 - 5 倍。借助送料机自动上料,配合副主轴接料,可实现 “边加工边上料” 的连续生产模式,尤其适合大批量订单加工。以消费电子行业为例,生产手机 SIM 卡托、摄像头模组零件等,能凭借高效加工能力,快速完成大量产品生产,满足市场对电子产品快速迭代的需求。
随着制造业对产品精度与生产效率要求的不断攀升,高精度与高速化成为走心式数控车床持续发展的关键方向。从技术层面看,先进的制造工艺与材料应用,将进一步提升机床的结构刚性与稳定性,为实现更高的加工精度与速度奠定基础。在精度提升方面,通过优化机床的传动系统、采用高精度的滚珠丝杠与导轨,以及引入先进的误差补偿技术,走心式数控车床有望将加工精度从目前的 ±0.005mm 提升至更微小的量级,满足如航空航天、医疗器械等高级领域对精密零件的精度需求。在高速化上,高速主轴技术的革新,将使主轴转速实现质的飞跃,同时搭配快速响应的进给系统,大幅缩短加工循环时间,在保证加工质量的前提下,显著提高生产效率。今日标准走心式数控车床,加工更具优势。

走心式数控车床在应对多品种工件加工时,灵活性与适应性极强。它能够一次性编辑多达 10 种不同产品的加工程序,并且可以根据实际生产需求,在不同程序之间实现任意、快速切换。当企业需要小批量、多样化生产不同规格的轴类零件、异形件时,该机床能够迅速响应,快速调整加工方案,及时完成不同品种工件的加工,有效满足市场多元化的需求。相较于传统数控车床,走心式数控车床优势明显。传统数控车床通常是车刀移动切削工件,而走心式数控车床是工件移动车刀固定切削。在加工直径小、长度长且公差要求严格的工件时,走心式数控车床表现出明显优势,能够轻松胜任,而传统数控车床则往往难以达到理想效果。在加工效率方面,走心式数控车床通过双轴排布刀具等设计,大幅减少加工循环时间,效率远高于传统车床。走心式数控车床的维护成本高吗?今日标准帮您有效控制;天津双主轴走心式数控车床技术指导
自动送料装置搭配,走心式数控车床开启自动化高效加工模式。安徽走心式数控车床使用方法
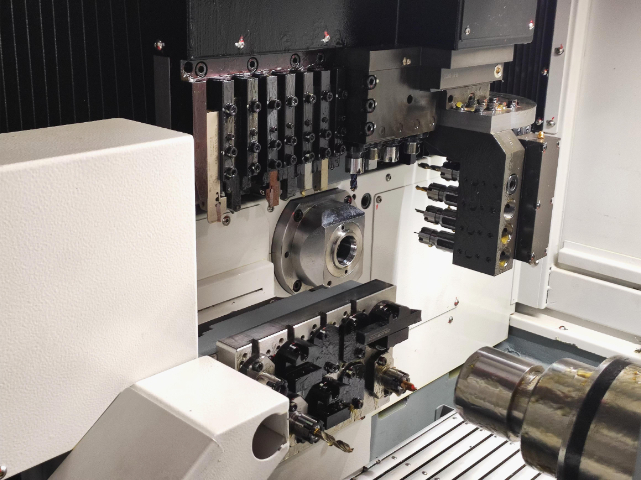
走心式数控车床以工件移动、车刀固定切削为主要工作模式。在加工时,工件被准确固定在主轴上,由主轴带动实现高速旋转。与此同时,刀具安装于刀架之上,借助进给机构沿着导轨进行直线移动,对旋转中的工件实施切削操作。通过灵活且准确地调控进给速度以及刀具的移动速率,能够切实达成对切削速度与加工精度的精确把控。并且,其双轴排布刀具的独特设计,可让机床同步加工多个工件,极大提升了加工效率。走心机车床主要涵盖床身、主轴、刀架、进给机构、卡盘以及润滑系统等关键部件。其中,主轴作为重心,肩负着带动工件高速旋转以完成切削加工的重任;刀架用于安装和稳固切削刀具;进给机构通过精确控制刀架移动速度与位置,确保工件加工的准确度;卡盘负责固定工件并传递动力;润滑系统则保障机床在高速运转过程中的稳定性与耐用性,各部件协同运作,保障机床高效稳定运行。安徽走心式数控车床使用方法

走心式数控车床的工作原理围绕主轴进给、导套支撑、多刀同步切削展开。加工时,主轴夹紧棒料高速旋转并沿 Z 轴向前送进,棒料穿过导套获得稳定刚性支撑,有效抑制细长件弯曲抖动。固定刀架上的多组刀具按数控程序依次执行切削,副主轴可在加工中途承接工件,完成背面、端面、内孔等二次加工,实现无断点全工序闭环。这种结构让切削力集中在刚性较强区域,配合高精度伺服系统与滚柱导轨、精密丝杆,定位精度可达微米级,尺寸稳定性远超传统车床。设备通常搭配自动送料、自动排屑、自动切断机构,可实现 24 小时连续自动化生产,大幅减少人工干预,提升批量生产一致性,是精密零件规模化生产的理想方案。不断迭代升级,今日标准走心...
- 上海瑞士型走心式数控车床应用范围 2026-05-08
- 福建瑞士型走心式数控车床解决方案 2026-05-07
- 湖北六轴走心式数控车床 2026-05-07
- 山东精密走心式数控车床工厂 2026-05-07
- 江西国内走心式数控车床工艺 2026-05-07
- 福建瑞士型走心式数控车床厂家 2026-05-07
- 河北出口走心式数控车床哪家强 2026-04-24
- 瑞士型走心式数控车床品牌 2026-04-24
- 安徽国产走心式数控车床工艺 2026-04-24
- 北京双主轴走心式数控车床购买 2026-04-24



- 湖北精密走心式数控车床解决方案 2026-04-24
- 湖南国产走心式数控车床二手价格 2026-04-24
- 江苏进口走心式数控车床哪家强 2026-04-24
- 安徽双主轴走心式数控车床按需定制 2026-04-23
- 江西单主轴走心式数控车床哪家强 2026-04-23
- 江苏五轴走心式数控车床厂家 2026-04-23



- 安徽进口走心机哪里有 05-20
- 陕西走心机怎么收费 05-20
- 山西单主轴走心机售后服务 05-20
- 陕西双主轴走心机价位 05-20
- cnc走心机怎么样 05-20
- 五轴走心机收费 05-20
- 江西国内走心机厂家 05-20
- 走心机哪个牌子好 05-20
- 山东精密走心机怎么用 05-20
- 江西进口走心机维修 05-19