- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8KG
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金,无风扇散热
- 配送方式
- 快递运输
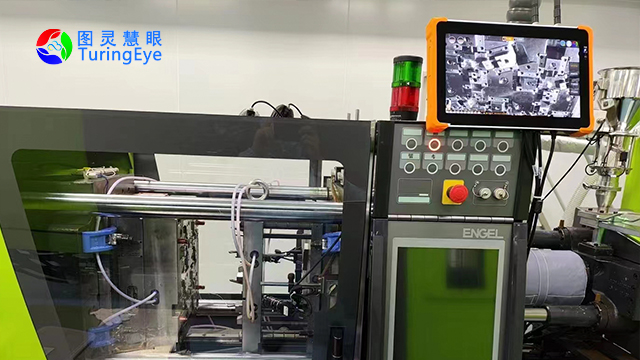
在质量管控方面,模具监视器扮演着“在线全检员”的角色。它能在生产源头及时时间发现缺陷品,防止缺陷品流入后道工序,节省了后续加工成本。它检测的质量缺陷类型包括:宏观上的“缺料”、“短射”;由于粘模或顶出问题导致的“变形”、“拉伤”、“顶白”;嵌件成型中的“镶件漏装”、“镶件歪斜”;以及多腔模中的“充填不平衡”(通过对比各腔产品状态)等。一旦发现任何一个产品出现这些缺陷,系统会立即报警并停机,阻止该次品被机械手取出,并防止缺陷持续发生。同时,系统自动记录每一次报警的图像和数据,为质量追溯提供了坚实依据。生产管理者可以分析这些数据,找出频繁发生的缺陷类型及其规律,从而反向推动注塑工艺的优化、模具的维护保养(如发现某顶针位置频繁粘模,提示需要抛光或增加顶针),实现从“事后补救”到“事前预防”和“过程控制”的质量管理升级,降低客户投诉和产品召回的风险。安装模具监视器后,生产效率提升80%以上,这是真的吗?让我们用数据说话!上海模具监视器厂家
模具监视器哪家好?’这是一个价值连城的问题。选择一家好的供应商,应综合考量性能、稳定性、服务、性价比四大维度。在性能上,要看其检测精度、速度和算法是否能应对您复杂的产品;在稳定性上,需考察其硬件选材、生产工艺和老化测试标准,这决定了设备的故障率;在服务上,本地化的技术支持、快速的响应速度和丰富的培训资源至关重要;在性价比上,并非越便宜越好,而是要衡量其总体拥有成本(包括设备价、维护成本和停机损失)。图灵慧眼以自研的技术上自信在这四个维度上都能交出满分答卷。我们鼓励您横向对比,并欢迎您提供样品进行现场测试,用事实和数据告诉您,我们为何是众多头部制造企业的共同选择。苏州防压模模具监视器模具监视器可记录历史数据,为质量追溯提供依据。
模具监视器在冲压和多工位成型中的应用虽然不如在注塑中常见,但模具监视器的原理同样适用于冲压和多工位成型领域。在这些领域,它主要用于:材料送料是否正确:检查金属带料是否准确送达工位,有无误送、偏移或重叠。零件是否被正确脱模:检查冲压后的零件是否从模具中顺利脱落,防止零件停留在下上模,下一次冲压时造成叠片冲压,严重损坏模具。检测废料是否排除干净:检查废料孔是否堵塞,废料是否被完全切断并落下,防止废料堆积干扰生产或损坏模具。在多工位级进模中,检查每一个工位完成后的半成品状态,确保其形状正确并随带料准确进入下一工位。检查镶件或预埋件在冲压复合工艺中的放置。冲压节奏非常快,对监视器的处理速度和触发同步精度要求极高。它守护着昂贵的冲压模具,避免因一个微小的送料错误导致模具崩刃、开裂等毁灭性损坏。
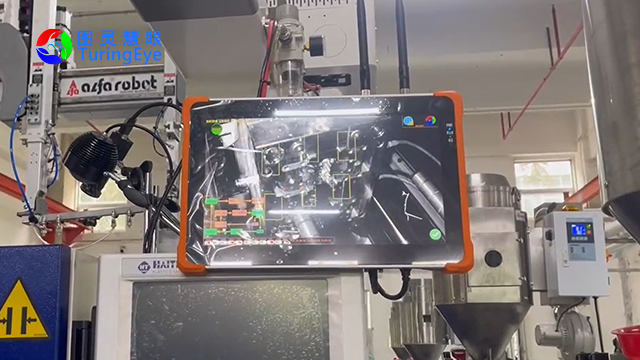
除了保护模具,模具监视器同样是提升生产效率的利器。它实现了“无人看守的自动化”。没有它,为了防止撞模,通常需要设置较长的顶出停留时间、多次顶出、或降低合模速度等保守工艺,甚至需要操作员不停目视检查,这些都降低了周期时间,限制了生产效率。安装了监视器后,可以优化工艺:采用更积极的顶出动作、更短的停留时间、更快的合模速度,因为系统提供了可靠的安全保障,无需人为保守设置。它实现了连续不间断的生产,即使在夜班“黑灯工厂”无人值守的情况下,也能放心地全速运行,因为它能即时发现故障并自动停机,避免了因小故障未能及时发现而演变成大批量废品或设备损坏的风险。它减少了因故障停机后的排查时间,报警信息直接定位问题,操作员可快速处理,缩短了非计划停机时间(MTTR)。同时,它消除了操作员频繁目视检查的精神压力,使其能兼顾更多设备,提升了人工效率。所有这些,共同推动了整体设备效率(OEE)的提升。模具监视器检测OK:向注塑机的PLC控制系统发送一个“允许合模”或“继续运行”的信号。
模具监视器镜头是相机的“眼镜”,焦距是其参数之一,它决定了工作距离(WD)和视野范围(FOV)之间的关系。焦距越长,视角越窄,放大倍率越大,但所需的工作距离也越远;焦距越短,视角越宽,能在更近的距离内拍摄到更广的范围。在模具监视器的安装中,空间往往非常受限,注塑机移动模板和固定模板之间的空间狭小,且存在多种干扰(如机械手、油管等)。因此,通常推荐选择短焦距的广角镜头,例如C口镜头的6mm-55mm焦距等。这样可以在较近的工作距离内,将整个模腔(或需要检测的关键区域)纳入视野,节省安装空间,避免与周边设备干涉。当然,如果您的模腔非常深(如瓶胚模具),需要从较远的距离“窥视”底部,则可能需要中长焦镜头。但绝大多数情况下,短焦广角镜头是标准配置。选择时需结合相机传感器尺寸(如1/1.8”、2/3”)、工作距离和所需视野范围,通过计算来确定焦距。模具监视器(又称模具保护器)的工作原理可以概括为一个精密的“仿生过程”。昆山模具监视器报价
图灵慧眼模具监视器采用人性化操作界面,支持触摸屏控制,简化设备调试和参数设置流程。上海模具监视器厂家
模具监视器一直误报怎么办?一直误报’是摧毁用户信任的首要问题。误报的根源通常在于:光照不稳定、阈值设置过严、ROI区域不当或算法选择错误。我们的系统从设计源头就致力于减少误报。首先,我们提供恒定亮度的品质高LED光源,彻底屏蔽环境光干扰,从源头上保证图像一致性。其次,我们的算法具备强大的学习滤波功能,能够自动忽略模具表面因正常油污带来的缓慢变化,只对突发性异常敏感。我们的工程师会为您进行专业的现场调试,针对您的特定模具和产品,找到灵敏度与稳定性的比较佳平衡点,确保‘不误报、不漏报’,让您用得省心、放心。上海模具监视器厂家
要充分发挥模具监视器的效能,离不开精细的调试与参数优化。首先是ROI的规划,并非检测区域越大越好,应准确覆盖关键风险点,如每个顶针末端、滑块与模芯的结合缝、产品易粘模的部位等,避免包含无关的、易变化的背景区域,以减少干扰。其次是检测工具的选择与参数设置:对于轮廓清晰的产品,优先选用轮廓匹配;对于表面残留,灰度对比更有效;对于镶件数量,可用Blob分析计数。灵敏度(或容差)参数的设置是关键,需在“防止漏检”和“减少误报”之间找到平衡点。通常采用“试探法”:在正常生产一段时间,观察系统稳定性,若偶有误报,可略微放宽容差;若想检测更微小的缺陷,则需提高灵敏度。环境光的干扰必须排除,因此要充分利用好自...
- 上海压铸模具监视器源头厂家 2026-04-27
- 昆山模具监视器原理 2026-04-27
- 深圳模具监视器报价 2026-04-26
- 苏州图灵慧眼模具监视器哪家好 2026-04-24
- 模具监视器厂家 2026-04-24
- 天津注塑机模具监视器原理 2026-04-22
- 上海图灵慧眼模具监视器供应商 2026-04-22
- CCD模具监视器生产厂商 2026-04-21
- 深圳压铸模具监视器安装 2026-04-18
- 上海注塑机模具监视器那个品牌好 2026-04-17



- 昆山压铸模具监视器价格 2026-04-14
- 苏州监视器供应商 2026-04-13
- 苏州图灵慧眼模具监视器原理 2026-04-13
- 苏州压铸模具监视器 2026-04-08
- 青岛冲压机模具监视器报价 2026-04-07
- 深圳冲压机模具监视器厂家 2026-04-06





- 佛山注塑模具保护器价格 05-01
- 东莞注塑模具保护器那个品牌好 04-30
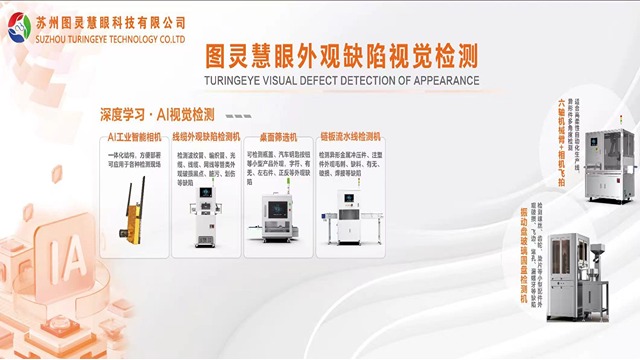
- 扬州桌面式筛选机视觉检测设备 04-30
- 深圳模具保护器多少钱 04-30
- 宁波自动剔除视觉检测厂家 04-30
- 九江图灵慧眼模具监视器工程测量 04-30
- 湖南ccd视觉检测系统 04-30
- 浙江图灵慧眼模具监视器询问报价 04-29
- 桌面式筛选机视觉检测厂家 04-29
- 武汉视觉检测设备 04-29