- 品牌
- VISEE,慧炬
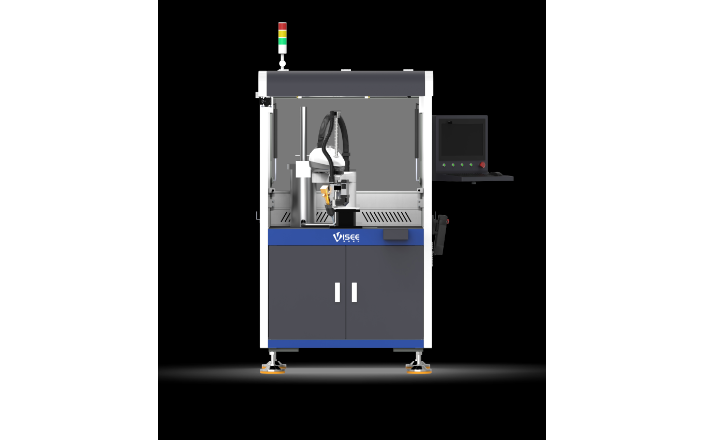
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
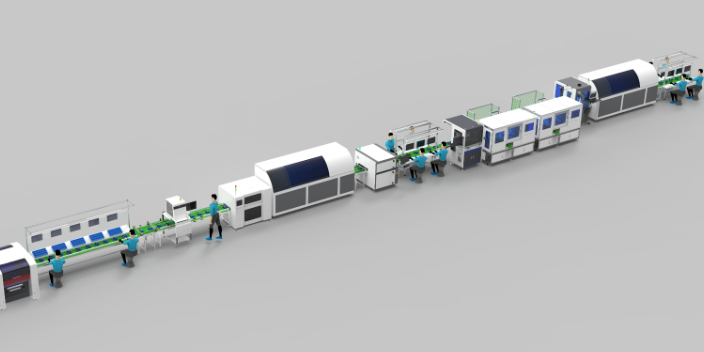
点胶机与自动化生产线的集成,是实现智能制造的重要环节,其中心在于信息交互与节奏匹配。集成方案通常包括机械对接、电气通讯和软件协同三部分。机械上,点胶机通过传送带与前后工序设备连接,配备自动上料、下料机构,实现产品的无人化转运;电气方面,采用 PLC(可编程逻辑控制器)或工业以太网,使点胶机与生产线控制系统实时交换信息,如产品型号、生产数量、故障报警等;软件上,通过 MES(制造执行系统)统一管理生产数据,根据订单需求自动调整点胶机的工作参数,实现柔性生产。在手机外壳的生产线上,点胶机接收前序设备传来的外壳位置信息后,自动调用对应型号的点胶程序,完成边框点胶后将产品送至固化炉,整个过程无需人工干预,生产效率提升 40% 以上。在户外运动装备生产中,点胶机为背包、帐篷接口点涂防水胶,提升装备防水性能与耐用性。重庆选择点胶机建议
点胶机
点胶机的性能发挥与胶水类型密切相关,不同胶水的粘度、固化方式、化学特性要求设备具备相应的适配能力。环氧树脂胶粘度较高,需配备加热装置降低粘度以保证流畅供胶,点胶后通常需加热固化,设备需与烘箱等固化设备协同工作。UV 胶在紫外线照射下可快速固化,点胶机常集成 UV 灯模块,实现点胶后立即固化,大幅缩短生产周期,但需注意避免紫外线对操作人员的伤害。瞬间胶(氰基丙烯酸酯)固化速度快,易因接触空气而堵塞针头,因此点胶机需配备防固化清洗装置,定期对针头进行溶剂冲洗。此外,导电胶、导热胶等功能性胶水,对点胶机的胶量控制精度要求更高,以确保其导电、导热性能达到设计标准。辽宁视觉定位点胶机公司桌面式点胶机体积小巧,适合实验室小批量样品点胶,支持手动编程与脚踏开关双模式。
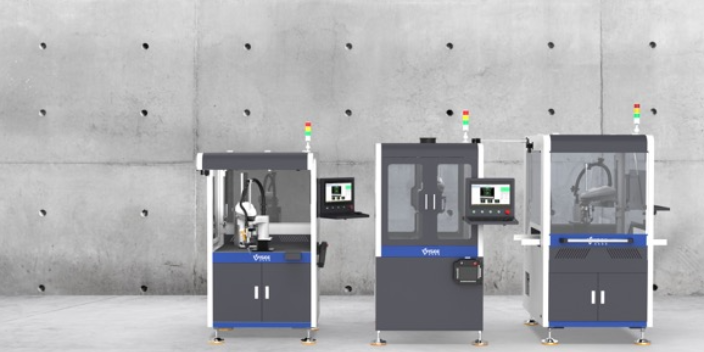
点胶机主要由供料系统、驱动系统、控制系统和执行机构四大部分组成。供料系统包括料筒、压力罐、输送管道等,负责储存和输送流体材料,确保材料供应稳定且无气泡。驱动系统通常采用伺服电机或步进电机,为点胶针头的移动和流体的推送提供动力,保证运动的准确性和稳定性。控制系统是点胶机的 “大脑”,由 PLC、触摸屏或计算机组成,可实现参数设置、路径编程、状态监控等功能,支持复杂轨迹的点胶操作。执行机构则包括点胶针头、机械臂或工作台,针头的规格根据流体特性和点胶要求选择,机械臂或工作台负责带动针头或产品完成相对运动,实现准确涂布。
材料兼容性是点胶机可靠运行的前提,设备出厂前需进行严格的兼容性测试。测试内容包括胶水与接触部件的化学反应测试,将不锈钢、PTFE 等材料样本浸泡在胶水中,在 60℃环境下放置 1000 小时,观察材料是否出现腐蚀、溶胀等现象,确保重量变化率不超过 1%。对于高温固化胶,测试设备在 150℃工作温度下的密封性能,确保胶水不会泄漏到非接触区域。兼容性验证还包括长期运行测试,设备连续点胶 100 万次后,检查供胶系统的磨损情况,针头的孔径变化不超过 5%,保证胶量控制精度的稳定性。点胶机搭配不同针头,可实现点、线、面等多种点胶形态,满足不同产品的工艺需求。
点胶机在长期运行中可能出现多种故障,及时排查是保证生产连续性的关键。胶量不稳定是常见问题,若胶量忽大忽小,首先应检查气源压力是否稳定,气压式供胶需确保压力波动在 ±0.1bar 以内;其次查看针头是否堵塞或磨损,磨损的针头会导致出胶量变大,需及时更换。点胶位置偏移时,需检查视觉系统的光源是否正常,镜头是否有污渍,若定位基准点识别错误,可重新校准视觉参数;机械臂轨道若有异物卡顿,也会影响运动精度,需定期清洁并添加润滑油。胶水拉丝现象多因胶水粘度高或点胶速度慢导致,可通过提高点胶温度降低粘度,或优化点胶路径使针头快速脱离胶点,减少拉丝产生。高精度点胶机在光纤阵列耦合处点胶固定,胶层收缩率<0.5%,确保光信号低损耗传输。河北全自动点胶机功能
自动点胶机配备恒温胶桶,在 LED 灯丝封装中稳定输出荧光胶,色温偏差控制在 ±200K。重庆选择点胶机建议
视觉定位系统是提升点胶机精度的中心组件,其工作机制类似于人类视觉与手部动作的协同。系统由工业相机、镜头、光源和图像处理软件组成,在点胶前,相机对产品进行拍摄,光源通过特定角度照明突出产品的基准特征(如定位孔、边缘轮廓),图像经处理后与预设的标准图像比对,计算出产品的实际位置与理论位置的偏差。控制系统根据偏差值自动调整机械臂的运动轨迹,实现精确补偿。例如在手机屏幕的点胶过程中,视觉系统能识别屏幕边缘的微小变形,将定位误差控制在 0.02mm 以内,确保胶水均匀分布在边框内侧,既不溢出影响外观,也不缺胶导致屏幕脱落。先进的视觉定位系统还具备多产品识别功能,可同时处理多个不同类型的工件,提升设备的通用性。重庆选择点胶机建议
- 广东高速点胶机功能 2026-04-29
- 苏州高精度点胶机品牌 2026-04-29
- 广东引脚包封点胶机 2026-04-29
- 河北点胶机企业 2026-04-28
- 电路板点胶机有哪些 2026-04-28
- 天津皮带跟随点胶机价格 2026-04-28
- 华南点胶机品牌 2026-04-28
- 广东围坝点胶机哪家好 2026-04-28
- 佛山视觉点胶机厂家 2026-04-28
- 山东AB胶点胶机哪家好 2026-04-28
- 华南皮带点胶机怎么样 2026-04-28
- 北京精密点胶机销售厂家 2026-04-28