- 品牌
- 南京云普
- 型号
- 1
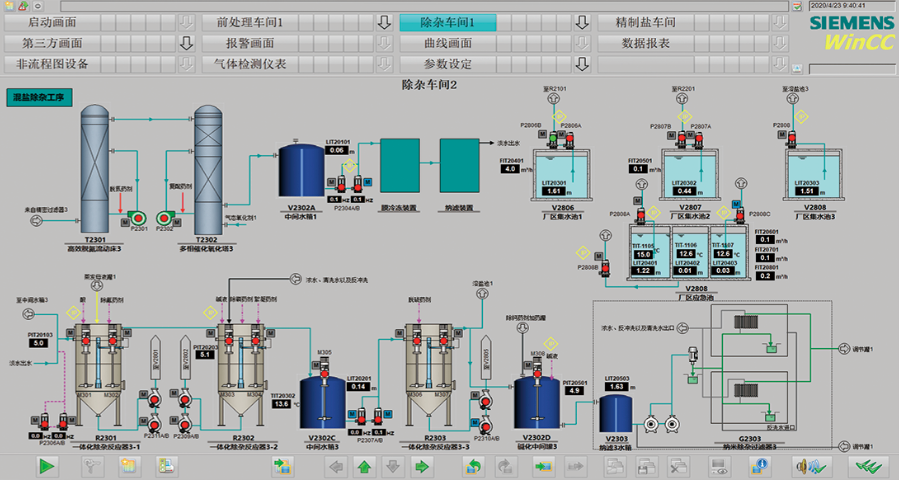
在污水处理领域,专业的电气自动化系统集成能力是保障处理效率与水质达标的重心。从污水进入处理厂的格栅拦截环节开始,自动化系统便通过分布在各设备的传感器,实时采集栅渣量、水流速度等数据,自适应调控格栅机的运行频率,确保预处理效果。进入生化反应池后,系统根据溶解氧浓度、pH值、污泥浓度等参数,动态调整曝气设备的风量和搅拌器的转速,为微生物营造比较好的生存环境,提高污染物降解效率。沉淀池的排泥周期、过滤单元的反冲洗时间,也都由系统根据实时数据自动控制,避免人为操作的滞后性。这种全流程的自动化管控,让污水处理从依赖经验转向数据驱动,确保出水水质稳定达标,同时大幅降低运行能耗。化工企业利用电气自动化控制反应釜的温度与压力。栖霞电气自动化技术

安防子系统在环保水处理设施中不可或缺,形成多层次、全域性的安全防护网络,涵盖高清视频监控、智能周界防护、设备运行状态监测等多个维度。高清摄像头覆盖厂区入口、处理车间、药剂仓库等关键位置,实时传回清晰画面,夜间还能通过红外功能确保监控无死角;周界防护系统采用红外对射与振动传感相结合的方式,能在非法入侵发生时立即发出声光报警,并同步通知安保人员;设备运行监测则通过安装在电机、泵体等关键部位的传感器,实时捕捉异常振动、温度过高等潜在故障信号。这种全域性的安防保障,确保水处理设施在安全稳定的环境中运行,避免因意外情况中断处理进程,保障周边环境与人员安全。电机自动生产线工厂通过电气自动化设备实现物料传输的无人化操作。
工业过程控制的重心在于保持参数的稳定,通过精密的传感设备与先进的控制算法,实现对复杂工况的准确把控,确保生产过程的稳定。在化学反应过程中,系统实时监测反应物浓度与反应温度,根据监测数据自动调节进料速度与加热功率,确保反应完全且安全,避免因反应不充分导致的产品质量问题或安全事故;在物料混合环节,通过流量传感器与搅拌器转速的联动控制,精确控制物料比例和混合时间,保证混合物的均匀性;在质量检测环节,自动化设备在线测量产品尺寸、重量等参数,及时剔除不合格品,确保产品质量。这种精细化的控制能力,让工业生产过程更具可控性,不仅提升了产品合格率,还能有效减少原材料浪费,降低生产成本,提高企业的经济效益。
国家产品质量认证为产品可靠性提供了声望证书,意味着产品从设计到生产的全过程都严格遵循相关标准,质量有保障。通过国家强制性认证 (CCC) 的产品,在电气安全、电磁兼容等方面经过严格的检测,确保在使用过程中不会对人员和设备造成安全隐患;通过 ISO9001 质量管理体系认证,则表明企业建立了规范、高效的质量管理流程,能持续稳定地提供符合要求的产品与服务。这些认证不仅是产品进入市场的必备通行证,更是企业对用户的郑重质量承诺,让用户在选择产品时更有信心,有效降低使用风险,为项目的顺利实施提供保障。电气自动化设备能自动调节空调系统的运行参数。

工业自动化领域的深耕,积累了跨行业的解决方案能力。在连续生产的化工行业,开发的自动化系统能准确控制反应釜的温度、压力和搅拌速度,确保化学反应稳定进行,提高产品合格率;在离散制造的汽车行业,通过协调焊接机器人、装配流水线的运行节奏,实现生产节拍的完美化,提升生产效率。针对食品医药行业的洁净要求,系统采用防腐蚀、易清洁的硬件设计,软件具备完善的批次管理和追溯功能,满足行业严苛标准。这种跨行业的服务经验,让自动化技术能在更广阔的领域创造价值。电气自动化系统能识别设备的异常振动并发出警报。电气设备及自动化
农业灌溉通过电气自动化实现按土壤湿度自动浇水。栖霞电气自动化技术
电气成套设计能力是系统集成的核心竞争力,能根据项目需求完成从方案设计到现场落地的全流程服务。在设计初期,电气工程师深入了解项目的工艺要求、设备容量和运行环境,绘制详细的电气原理图、接线图和布置图,合理规划柜体尺寸和内部布局。元器件选型时,综合考虑性能、可靠性和成本,确保断路器、接触器、继电器等设备匹配项目需求。布线设计注重安全性和可维护性,强弱电分离布置,标识清晰,便于后期检修。针对特殊环境如防爆、防腐场所,采用相应的防护设计,确保成套设备在恶劣条件下长期稳定运行。栖霞电气自动化技术

生物质发电站中,燃料供应与燃烧效率直接影响发电稳定性,电气自动化技术通过构建生物质发电管控系统,提升发电效率。系统可实时采集生物质燃料(如秸秆、木屑)的输送量、湿度与燃烧炉内温度、压力数据,根据燃料特性自动调节送料速度与燃烧空气量,确保燃料充分燃烧,减少不完全燃烧造成的能源浪费。同时,监测锅炉蒸汽参数与汽轮机运行状态,自动调节蒸汽供应量与汽轮机转速,保障发电输出稳定。当燃料供应不足或燃烧异常时,自动调整发电功率并发出预警,防止设备过载或停机。此外,系统能记录燃料消耗量、发电量与设备运行数据,帮助电站优化燃料采购与运营计划,推动生物质能源的高效利用。生产线柔性改造引入电气自动化增强适配性。全自动...
- 雨花台电气自动化控制 2026-05-17
- 鼓楼电力电气自动化运维 2026-05-17
- 建邺建筑电气自动化技术 2026-05-17
- 先进电气自动化配电柜 2026-05-17
- 玄武电力电气自动化设备 2026-05-17
- 工业电气自动化技术 2026-05-17
- 生产线全自动化 2026-05-17
- 鼓楼化工电气自动化专业 2026-05-16
- 溧水电力电气自动化 2026-05-16
- 江宁化工电气自动化工程 2026-05-16






- 供水水质监测 05-17
- 在线水质检测 05-17
- 水质污染源在线监测规范 05-17
- 数字孪生智慧仓储 05-17
- 雨花台电气自动化控制 05-17
- 鼓楼电力电气自动化运维 05-17
- 水中油检测 在线 05-17
- 建邺建筑电气自动化技术 05-17
- 游泳馆水质监测 05-17
- 站房式水质监测 05-17