- 品牌
- crocs
- 型号
- YU-2022082405
- 类型
- 压痕模
- 加工定制
- 否
- 产品名称
- 压痕条
- 用途
- 折线压痕
- 外形尺寸
- 700
- 厂家
- 深圳市深华印刷器材科技有限公司
- 规格
- 0.5x1.4/1.6
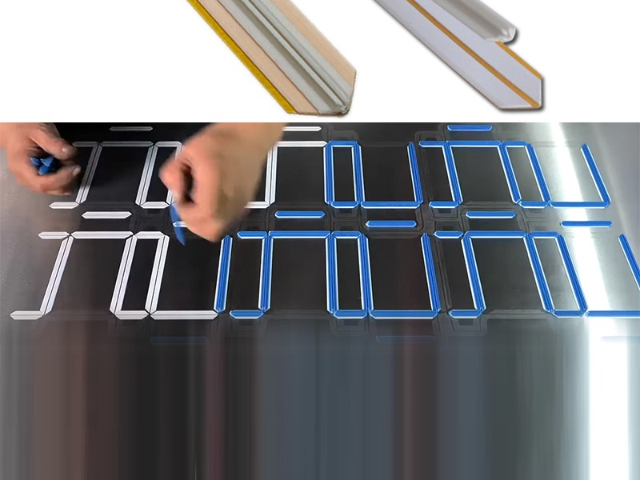
压痕条主要分为两大类型:单边压痕条和双边压痕条。单边压痕条具有一个锋利的压痕刃口和一个相对平坦的支撑面,适用于在模切版上形成单线压痕。双边压痕条则拥有两个对称的刃口,常用于需要同时压出两条平行且紧密相邻压痕线的复杂结构(如较厚的瓦楞纸)。其结构通常包括顶部(与砧辊或底模接触)、刃口(施加压力形成折痕的关键部位)和底部(嵌入模切版基板的部分)。刃口的几何形状(如角度、圆角半径)直接影响压痕效果和材料表现。 优先选用耐压数万次的高精度钢纤维压痕条。甘肃可定制加工压痕条有哪些
当模切商品的厚度大,不锈钢丝刀的厚度应当相对性很大,因而冲压模具的地区“按死”,那样的边沿皱褶并不易导致“纸累积”的难题,这能够防止趋向难题扩大后的制成品。胶布贴得过紧太厚,瓦楞纸箱压痕线不清楚。当机器设备老化精密度较弱时,假如胶布太密过厚,在抑制时摩阻很大,必定会严重危害压力的对称和可靠性,也会导致划痕线不清楚。因而,橡胶条的密度和厚度应适度,使模切和冲压模具的压力匀称。在拉申糊盒时,假如硬纸板压痕线两侧开裂,缘故是压痕线过深或压痕模的总总宽不足;假如硬纸板的内侧边开裂,模切和印压的压力过大,会导致紙上的合成纤维破裂。适度减少模切机的压力,将模切机更新改造成高度略低的压纹线,或依据硬纸板厚度扩宽压纹线。 安徽模切机用压痕条常见问题压痕条应用场景的关键性。

模切压痕线爆裂时首先要确定是否是机械的问题,我们可以通过测试来判断,应该如何操作呢?出现压痕线爆裂时,对印刷品的纸张质量作出分析与判断,然后在痕线爆裂的次品上,选择一处未压痕的位置,用把纸板纵向一次,再横向一次对折压死的方法判断是否是纸的问题。如果折痕线的裂纹出现一轻一重,就证明确实是纸的质量问题。然后再用相当于一张白板纸厚度的几张铜版纸在机台上模切一次,看上面第一张铜版纸的痕线是否断裂,如果没有断裂,就证明机台的压力和底模正常。如果是纸张问题,将相当于80g/m平方铜版纸厚度的合成纸切割成2cm宽的纸条,再将纸条贴到模切刀模的压痕线上,纸条的对折中线对准刀模的钢线,两边用双面胶固定,胶带不能超过中线。如果待加工产品的痕线很多,每根压痕线都要贴好合成纸。可先模切一张,检查模切痕线的效果。若效果不很明显,可以在痕线上再加贴一层合成纸,更多可加贴到3到4层。如果没有这种合成纸,也可和OPP塑料胶带代用,但0PP胶带不耐用,要及时更换。这样是不是很简单呢。
爆线(爆色)当压痕模具(凸模)钢线压入凹槽时,纸板遭到三种作用力:压力、拉力和表面张力。这三种力除了使纸板发生永世变形外还使纸板各层纤维之间的粘聚力降低。折叠时纸张外表禁受张力而内层禁受压力,假如压力超越了纸张纤维间的粘聚力,会使纸板外部纤维断裂,纸张在折叠处变得柔软易弯曲。但压力也不能太大,当超越纸板张力时外怪就会断裂(烟盒包装时爆裂)。在模切的进程中纸板表面张力会随着施压于纸板上的压痕数量的添加而添加。 纸箱横瓦楞圆压模切面纸折痕如何解除处理。
压痕条,通常指压痕钢条或压痕刀,是模切工艺中的关键精密部件。它被牢固地镶嵌在模切版的基板上,其关键功能是利用精确的轮廓和高度,在强大的压力作用下,对纸张、纸板、瓦楞纸板、塑料片材或其他包装材料进行压线(形成折痕线)或压痕(形成半切痕),而不完全切断材料。这种预先形成的折痕线至关重要,它使材料能够沿着预定路径轻松、精确地折叠成型,直接决定了包装盒、展示架或其他成型产品的结构强度、外观规整度和组装便捷性。 避免纸板回弹变形,梯度槽结构使瓦楞纸折叠后的弹性记忆效应。。安徽模切机用压痕条常见问题
刀模模切加工压痕线爆裂的原因。甘肃可定制加工压痕条有哪些
压痕进程中压力不平均,普通有两种状况:一种是细微的不平均。假如压力有细微的不平均,能够是由于模切刀、线(钢刀、钢线)散布不均,形成动平台在模切时受力倾斜所致,此时应在模切版上加装均衡刀线,使平台受力平均。也有能够是受纸张纤维走向的影响,纸张横向与刀线垂直时,压痕效果较理想。另一种是严重的不平均。假如平台前后成四角处呈现比较严重的压力不平均景象,则次要是支撑动平台的四个连杆摆杆高度不分歧形成的,此时应翻开模切底座的护罩,反省摆杆能否磨损,如磨损严重则需改换,否则需求调整四个压力调整斜铁,直到压力分歧为止。 甘肃可定制加工压痕条有哪些
深圳市深华印刷器材科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!


- 哪家的压痕条费用是多少 2026-05-20
- 湖南模切纸时用压痕条有哪些 2026-05-20
- 上海压痕条有什么规格尺寸 2026-05-20
- 品牌压痕条技术指导 2026-05-19
- 福建模切瓦楞纸盒时用压痕条有什么规格尺寸 2026-05-18
- 黑龙江模切机用压痕条厂家供应 2026-05-18
- 福建模切瓦楞纸盒时用压痕条怎么使用 2026-05-18
- 四川模切机用压痕条有哪些 2026-05-17