- 品牌
- VISEE,慧炬
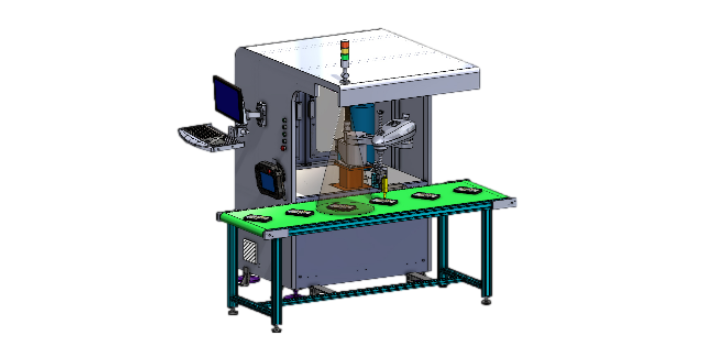
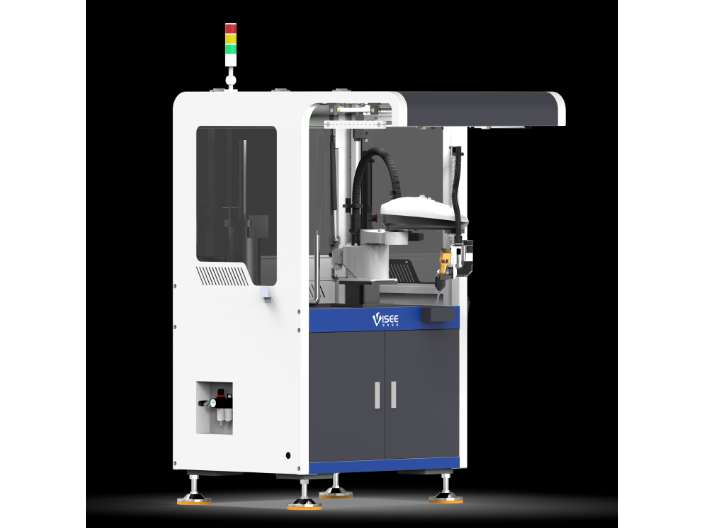
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
点胶机的规范操作是保证点胶质量的关键,其操作流程主要包括前期准备、参数设置、试机调试和正式生产四个步骤。前期准备需检查流体材料的型号和状态,确保无杂质、无气泡,并将其装入供料系统;同时清洁产品表面,避免灰尘影响胶水附着力。参数设置阶段,通过控制系统输入点胶量、速度、压力等参数,根据产品图纸编程点胶轨迹。试机调试时,先进行少量点胶测试,检查胶点大小、形状和位置是否符合要求,必要时调整参数。正式生产过程中,操作人员需实时监控设备运行状态,定期检查针头是否堵塞、材料是否充足,确保生产连续稳定。点胶机支持多种点胶模式,包括点、线、面、弧、圆等,满足不同产品的涂胶需求。北京选择点胶机哪家好
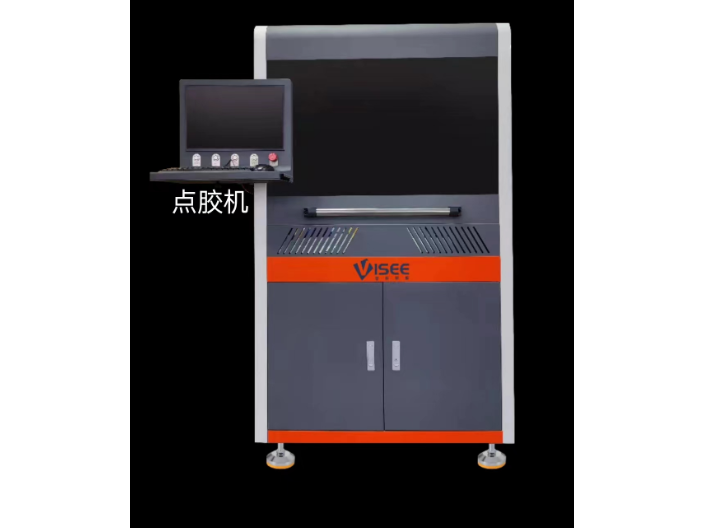
点胶机
电子封装是点胶机应用普遍的领域之一,其中心需求是通过点胶实现元件固定、电路导通和防潮保护。在芯片封装过程中,点胶机将环氧胶点涂在引线框架上,精确控制胶量以避免溢出污染芯片引脚,随后芯片被放置在胶层上固化,形成稳固的机械连接。在 PCB 板的组装中,点胶机用于 BGA(球栅阵列)封装的底部填充,通过针头将低粘度胶水注入芯片与基板之间的缝隙,利用毛细作用填充全部空隙,固化后可有效吸收焊点处的应力,提高电子设备的抗振动性能。据统计,采用自动点胶的 BGA 封装产品,其可靠性较人工点胶提升 30% 以上,故障率降低至 0.5% 以下。四川视觉编程点胶机哪家好旋转式点胶机适配圆形工件涂胶,在轴承密封圈内侧均匀点注防水胶,实现 360° 无死角覆盖。

多轴联动技术是点胶机处理复杂工件的能力,目前主流设备已实现 6 轴联动控制。在珠宝首饰的镶嵌工艺中,6 轴点胶机能围绕不规则宝石的边缘,以 0.03mm 的精度点涂珠宝胶,胶线宽度保持在 0.1mm 以内,既保证宝石的牢固固定,又不影响首饰的美观度。对于汽车发动机的涡轮增压器叶轮,点胶机通过 5 轴联动,在曲面叶片的根部点涂高温结构胶,胶点的三维坐标误差控制在 ±0.02mm,满足叶轮高速旋转时的强度要求。多轴联动系统还能实现倾斜点胶,在手机中框的倒角位置形成 45 度角的胶线,解决了传统直角点胶易产生气泡的问题,使粘接强度提升 20%。
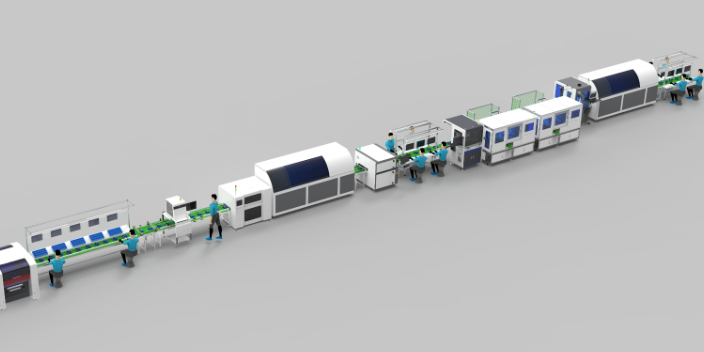
点胶机与自动化生产线的集成,是实现智能制造的重要环节,其中心在于信息交互与节奏匹配。集成方案通常包括机械对接、电气通讯和软件协同三部分。机械上,点胶机通过传送带与前后工序设备连接,配备自动上料、下料机构,实现产品的无人化转运;电气方面,采用 PLC(可编程逻辑控制器)或工业以太网,使点胶机与生产线控制系统实时交换信息,如产品型号、生产数量、故障报警等;软件上,通过 MES(制造执行系统)统一管理生产数据,根据订单需求自动调整点胶机的工作参数,实现柔性生产。在手机外壳的生产线上,点胶机接收前序设备传来的外壳位置信息后,自动调用对应型号的点胶程序,完成边框点胶后将产品送至固化炉,整个过程无需人工干预,生产效率提升 40% 以上。高精度点胶机在光纤阵列耦合处点胶固定,胶层收缩率<0.5%,确保光信号低损耗传输。
医疗器械生产对清洁度、精度和材料兼容性的要求极高,点胶机在此领域的应用需满足多项特殊标准。首先,设备与胶水接触的部件必须采用医用级不锈钢或 PTFE 材料,避免金属离子析出污染产品;其次,点胶环境需具备防尘、防静电功能,部分设备还需集成 UV 杀菌装置,符合 GMP(药品生产质量管理规范)要求。在输液针头的组装中,点胶机将医用粘合剂点涂在针头与导管的连接处,胶量控制精确到纳升级别,既保证连接强度,又防止胶水进入导管内部堵塞流体通道。在心脏起搏器等植入式器械的生产中,点胶机使用生物相容性胶水,通过无菌操作完成电路模块的密封,确保器械在人体内长期稳定工作。喷射式点胶机无需接触工件,在柔性线路板褶皱处喷射导电胶,解决传统点胶机卡滞问题。北京点胶机有哪些
桌面型点胶机配备触摸屏操作界面,支持 U 盘导入点胶路径,满足小批量多品种生产需求。北京选择点胶机哪家好
点胶机的工作原理基于流体控制与机械运动的准确配合。首先,胶水等流体材料被存储在针筒或压力桶中,通过气压、螺杆推送或活塞挤压等方式产生动力,将材料输送至点胶针头。同时,控制系统根据预设程序,驱动机械臂或工作台按照设定路径移动,使针头在产品指定位置完成点胶动作。在这一过程中,胶量的控制至关重要,通常通过调节压力大小、点胶时间、针头直径等参数实现。例如,对于微小电子元件的点胶,需将胶量控制在纳升级别,此时设备会通过高精度压力传感器与伺服电机的联动,确保每一滴胶水的体积误差不超过 ±5%,从而满足精密制造的需求。北京选择点胶机哪家好
- 重庆五轴联动点胶机排名 2026-04-27
- 江苏选择性点胶机推荐厂家 2026-04-27
- 陕西3轴点胶机厂商 2026-04-27
- 重庆CCD点胶机推荐 2026-04-27
- 陕西CCD点胶机价格 2026-04-27
- 辽宁4轴点胶机推荐厂家 2026-04-27
- 芯片点胶机销售厂家 2026-04-27
- 浙江PCBA点胶机建议 2026-04-27
- 动态点胶机怎么样 2026-04-27
- 山东视觉点胶机建议 2026-04-27
- 华东跟随点胶机稳定性 2026-04-27
- 天津双头点胶机有哪些 2026-04-27