法斯特计量的粗糙度仪具有以下特点:1.高精度机械结构:采用高硬度、耐磨损的材料,并通过精密的加工工艺确保各部件的几何精度和配合间隙。2.高精度电子元件:采用高精度的传感器和信号处理电路,并通过严格的电磁兼容性(EMC)测试,确保仪器在复杂电磁环境下的稳定运行。3.温度补偿和高精度防振技术:充分考虑环境因素的影响,采用温度补偿技术和高精度的防振技术,确保仪器在不同环境条件下的稳定运行。4.先进的数据处理算法:能够有效滤除噪声信号,提取真实的表面粗糙度信息,确保测量结果的准确性和可靠性。5.专业的校准和维护服务:提供一系列标准样块和专业的校准服务,帮助用户定期校准粗糙度仪,确保其长期稳定性和准确性。粗糙度仪通过云平台实现多设备数据整合。南通高效粗糙度仪现货直发

工业现场较惧怕的除了粉尘,还有电磁噪声。苏州法斯特计量仪器有限公司在模拟前端采用差分放大与屏蔽双绞线,共模抑制比超过80dB,变频电机产生的脉冲干扰被衰减到微伏级;数字部分则使用金属屏蔽罩与接地环,确保在20V/m的电磁场下计数器不会跳码。正因如此,粗糙度仪可以被放置在磨床主轴旁,而不用担心火花放电导致读数异常,真正做到“在哪里加工,就在哪里测量”。探头寿命直接关系到运行成本。苏州法斯特计量仪器有限公司选用金刚石触针,硬度只次于单晶钻石,扫描距离可达50km以上;内部采用柔性铰链结构,垂直方向的测量力被弹簧恒定在0.75mN,既保护触针又避免划伤软质工件。无锡三丰粗糙度仪供应粗糙度仪的防油键盘让切削液溅上也无失灵。
标准化操作流程:(1)设备启动与参数设定:按下电源键后,法斯特粗糙度仪的7英寸触摸屏将显示预设参数模板。用户可根据材料特性选择:金属类工件:采用Ra(算术平均偏差)、Rz(较大高度)双参数模式,取样长度设置为0.8mm;塑料/陶瓷类:增加Rsm(轮廓单元平均宽度)分析,取样长度调整为2.5mm。(2)探针动态测量技术:主要操作要点:将设备垂直轻放于被测面,探针接触瞬间会有蜂鸣提示;启动测量后,匀速水平推移设备(推荐速度0.5mm/s),法斯特专利设计的气浮导轨系统可有效抑制手部抖动3;实时观察屏幕波形图,当出现异常尖峰时立即暂停,重新清洁表面后继续。(3)数据记录与智能分析:完成单次测量后,法斯特设备将自动生成三维拓扑图。用户可通过:多维度对比:调用历史数据叠加显示,分析批次件表面一致性;AI诊断建议:系统自动标注超差区域,并提示可能成因(如刀具磨损、冷却不足等)。
测量前的科学准备:1.测量点选择与预处理:被测表面的清洁度直接影响数据准确性。操作前需使用无纺布清理待测区域的油污、灰尘及加工碎屑,避免杂质干扰探针运动轨迹。根据法斯特技术手册建议,优先选择平面区域,避开边缘倒角、孔洞等不规则结构,确保探针移动路径连续平直。2.设备状态双重验证:开机前需执行两项关键检查:机械系统检查:目视确认探针无弯曲变形,针尖无磨损(建议使用20倍放大镜辅助观察);能源系统确认:电池电量需≥80%(法斯特设备配备智能电量提示功能),避免测量过程中断电导致数据丢失。3.环境适应性校准温度波动超过±5℃时,需启动设备的温度补偿模块。法斯特较新机型内置环境传感器,可自动修正热胀冷缩引起的测量误差,尤其适用于铸造车间等温变明显场景。粗糙度仪在车间现场完成测量,无需送样到实验室。

具体测量操作步骤:完成测量前的准备工作后,即可进入实际测量阶段,这一过程需要严格按照操作规范进行,确保触针移动平稳、测量轨迹准确。苏州法斯特计量仪器有限公司的粗糙度仪操作流程设计简洁明了,但每个步骤都需细致操作。对于接触式粗糙度仪,首先要将被测零件平稳放置在工作台上,若零件较小或形状不规则,可使用专门使用夹具将其固定,确保测量过程中零件不会发生位移。然后调整仪器的测量位置,将触针轻轻接触到被测表面的起始点上方,注意避免触针与表面发生剧烈碰撞,以免损坏触针。操作人员可通过仪器的微调装置,精确调整触针的高度和位置,确保触针与被测表面垂直接触。粗糙度仪的测量速度三档可调,快慢随心。台州轮廓粗糙度仪
粗糙度仪的Type-C接口支持快速充电续航。南通高效粗糙度仪现货直发
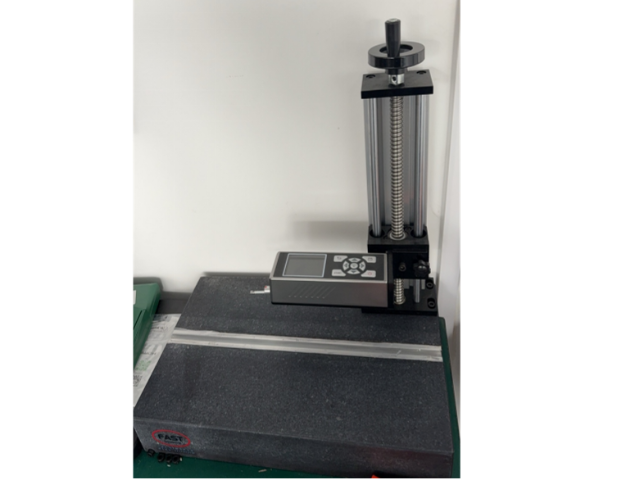
测量环境与效率要求:产线批量检测:需选择操作简便、速度快的设备。例如法斯特SJ325系列支持一键测量,数据自动存储并传输至Excel,适合车间高频次抽检。实验室精密分析:需高精度设备,如法斯特的二维轮廓粗糙度仪,可分析粗糙度参数的同时完成轮廓尺寸测量,满足科研级数据需求。功能扩展需求:多参数分析:除Ra值外,是否需要Rz、Rk等参数?法斯特设备支持ISO标准中的70余种参数计算,并可生成轮廓图形。数据输出与兼容性:是否需连接电脑、打印机或导出报告?法斯特机型配备USB接口,支持PDF、Excel等格式传输,并兼容普通打印机。南通高效粗糙度仪现货直发


- 无锡台式粗糙度仪多少钱 2026-03-20
- 多功能粗糙度仪制造 2026-03-20
- 苏州SJ-410粗糙度仪行价 2026-03-19
- 台州多功能粗糙度仪 2026-03-19
- 南通自动化粗糙度仪供应 2026-03-18
- 舟山高可靠性粗糙度仪 2026-03-17
- 江苏全自动粗糙度仪使用方法 2026-03-17
- 南通三丰粗糙度仪厂家 2026-03-16