- 品牌
- 今日标准
- 型号
- TC205-IV
- 产地
- 深圳
走心式数控车床加工工艺的优化策略:优化走心式数控车床的加工工艺可有效提高加工质量和效率。在刀具选择上,根据加工材料和工艺要求,选用合适的刀具材质和刀具几何参数,如加工铝合金可选用高速钢刀具,加工钢材则采用硬质合金刀具,并合理设置刀具的前角、后角、刃倾角等。在切削参数设置方面,综合考虑加工材料、刀具寿命、加工精度等因素,优化主轴转速、进给速度和切削深度。例如,加工硬度较高的材料时,适当降低切削速度,提高进给量;加工精度要求高的零件时,减小切削深度和进给量。同时,合理安排加工工序,遵循先粗后精、先主后次的原则,减少加工变形和误差积累。此外,采用合适的冷却润滑方式,可降低切削温度,提高刀具寿命和加工表面质量,如加工钢材时可采用乳化液冷却,加工铝合金时可采用油性切削液。今日标准走心式数控车床,用心服务每一位客户,诚信经营。天津五轴走心式数控车床技术指导

超精密化:空气静压主轴(跳动≤0.05μm)加工光学透镜模具。模块重构:快换式动力头,10分钟切换车削/磨削/激光加工模式。碳中和技术:再生制动能量回收,单台年减碳4.6吨。
客户决策关键指标投资回报率:24个月回本(按2班制生产测算)。兼容性:支持西门子/三菱/FANUC系统,旧程序一键转换。服务保障:关键部件5年质保,远程诊断修复率85%。
汽车制造高压共轨系统:一次性加工喷油嘴微米级锥面密封带,泄漏率<0.1ml/min(满足国六标准)。新能源电机轴:车铣复合加工扁位、键槽、螺纹,同轴度≤0.005mm,降低电磁异响风险。医疗植入物钛合金骨钉:0.3mm深窄槽加工不断刀,配合低温冷却技术避免材料晶相变异。内窥镜组件:Φ1.5mm不锈钢管件车削,壁厚差控制在3μm内,弯曲疲劳寿命超10万次。半导体设备真空腔体零件:无油污加工工艺,残留粒子数<100个/m³(ISO Class 4洁净度要求) 上海六轴走心式数控车床多少钱走心机销售区域广,涵盖全国各地区及港澳台、海外市场。

品牌差异化亮点**技术:工件主动减振系统,抑制高频颤振。极端工况验证:-10℃至45℃环境温度下持续通过2000小时可靠性测试。生态合作:与山特维克、伊斯卡共建切削实验室,优化刀具匹配方案。服务网络:48小时全球应急响应,100+技术驻点覆盖工业集群区。持续进化:设备软件终身**升级,确保技术路线兼容未来工厂。
热补偿系统:床身嵌入20组温度传感器,实时补偿热变形,40℃温差下精度波动<2μm。智能防撞:3D模拟切削力预测,碰撞前0.1秒急停(响应速度5ms)。断屑黑科技:AI分析材料延展性,动态调整进给量+高压冷却喷射角度,断屑率99.8%。
走心式数控车床在新能源领域的应用拓展:随着新能源产业的快速发展,走心式数控车床在该领域的应用不断拓展。在锂电池制造中,可用于加工电极材料的精密模具、锂电池外壳等零部件。电极材料模具对精度要求极高,走心式数控车床能够保证模具的尺寸精度和表面质量,从而确保电极材料的生产质量。锂电池外壳的加工则需要高效、高精度的设备,走心式数控车床的自动化生产能力和加工精度正好满足这一需求。在新能源汽车制造中,可加工电机轴、变速器齿轮轴等关键零部件。这些零部件对材料性能和加工精度要求苛刻,走心式数控车床凭借其先进的加工技术和稳定的加工质量,为新能源汽车的高性能运行提供保障,推动新能源产业的技术进步和规模化发展。走心机在汽车行业用于加工发动机零件、气缸套等关键部件。

与传统车床相比,走心式数控车床在多个方面具有明显优势。在加工精度上,走心式数控车床采用先进数控系统和精密机械结构,可实现微米级定位和加工精度,而传统车床受人为操作和机械结构限制,精度相对较低。加工效率方面,走心式数控车床的 “走心” 加工和多轴联动功能使其一次装夹能完成多工序加工,大幅减少装夹时间和辅助时间,加工效率远高于传统车床。在复杂零件加工能力上,走心式数控车床凭借多轴联动和丰富刀具配置,可轻松加工复杂外形和多工序零件,传统车床则难以胜任。此外,走心式数控车床自动化程度高,能实现全自动化加工,降低人工成本,提高生产效率和产品质量稳定性。今日标准走心式数控车床,为您的生产线降本增效,创造价值。浙江出口走心式数控车床售后电话
选择走心式数控车床,为何众多厂家独爱今日标准的品质?天津五轴走心式数控车床技术指导
航空航天产业对零件的质量和性能要求近乎苛刻,走心式数控车床的特点与该产业需求高度契合。在航空发动机制造中,涡轮叶片、盘类零件等的加工需要极高的精度和复杂的工艺。走心式数控车床的多轴联动和精密加工能力,能够实现叶片复杂曲面的精确加工,保证叶片在高温、高压环境下的性能。对于航空航天领域的小型精密零件,如飞行器控制系统中的微型齿轮、轴类零件,走心式数控车床的高精度和高效率加工,满足了航空航天产业对零部件高质量、小批量、多样化的生产需求。天津五轴走心式数控车床技术指导

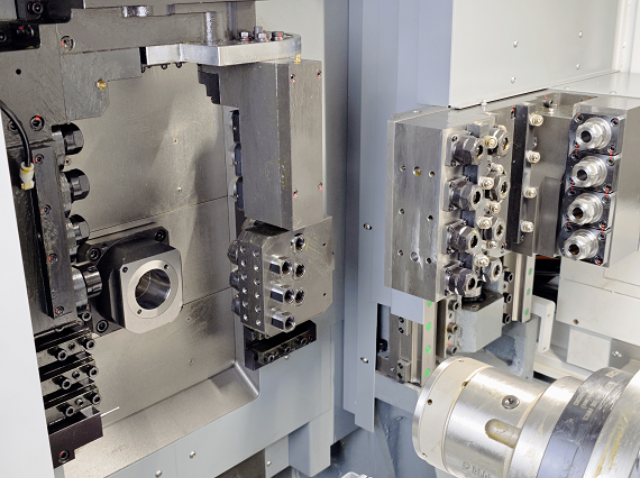
走心式数控车床的工作原理围绕主轴进给、导套支撑、多刀同步切削展开。加工时,主轴夹紧棒料高速旋转并沿 Z 轴向前送进,棒料穿过导套获得稳定刚性支撑,有效抑制细长件弯曲抖动。固定刀架上的多组刀具按数控程序依次执行切削,副主轴可在加工中途承接工件,完成背面、端面、内孔等二次加工,实现无断点全工序闭环。这种结构让切削力集中在刚性较强区域,配合高精度伺服系统与滚柱导轨、精密丝杆,定位精度可达微米级,尺寸稳定性远超传统车床。设备通常搭配自动送料、自动排屑、自动切断机构,可实现 24 小时连续自动化生产,大幅减少人工干预,提升批量生产一致性,是精密零件规模化生产的理想方案。不断迭代升级,今日标准走心...
- 上海瑞士型走心式数控车床应用范围 2026-05-08
- 福建瑞士型走心式数控车床解决方案 2026-05-07
- 湖北六轴走心式数控车床 2026-05-07
- 山东精密走心式数控车床工厂 2026-05-07
- 江西国内走心式数控车床工艺 2026-05-07
- 福建瑞士型走心式数控车床厂家 2026-05-07
- 河北出口走心式数控车床哪家强 2026-04-24
- 瑞士型走心式数控车床品牌 2026-04-24
- 安徽国产走心式数控车床工艺 2026-04-24
- 北京双主轴走心式数控车床购买 2026-04-24




- 湖北精密走心式数控车床解决方案 2026-04-24
- 湖南国产走心式数控车床二手价格 2026-04-24
- 江苏进口走心式数控车床哪家强 2026-04-24
- 安徽双主轴走心式数控车床按需定制 2026-04-23
- 江西单主轴走心式数控车床哪家强 2026-04-23
- 江苏五轴走心式数控车床厂家 2026-04-23




- 陕西双主轴走心机功能 05-16
- 吉林双主轴走心机二手价格 05-15
- cnc走心机机械结构 05-15
- 山东精密走心机维修 05-15
- 湖南六轴走心机哪个好 05-15
- 天津走心机案例 05-15
- 内蒙古数控走心机哪个好 05-15
- 吉林单主轴走心机哪里有 05-15
- 黑龙江附近哪里有走心机 05-15
- 内蒙古走心机品牌排行 05-15