- 品牌
- 美淼
- 型号
- 齐全
- 是否定制
- 是
化学沉淀法通过投加金属离子与氯离子形成难溶盐实现去除。常用沉淀剂包括硝酸银(AgNO₃)、硫酸铜(CuSO₄)和石灰(Ca(OH)₂)。以银盐为例,反应Ag⁺ + Cl⁻ → AgCl↓的溶度积Ksp=1.8×10⁻¹⁰,理论上可使Cl⁻浓度降至0.01mg/L以下。某PCB厂采用分级沉淀工艺:先加CuSO₄去除80%氯离子(形成CuCl),再用AgNO₃深度处理,出水Cl⁻<5mg/L。但污泥中AgCl需通过氰反应浸出回收银,处理成本约¥120/m³。新型复合沉淀剂如[Ag(NH₃)₂]⁺可减少银用量30%,pH适应范围扩至4-10。氯离子检测需避免ORP干扰。青海工业除氯

化学中和法在紧急情况下,犹如 “救命稻草” 一般关键。以维生素 C 为例,每 10 升水加入 3 - 4 片维生素 C,将其碾碎并充分溶解后,短短 5 分钟内就能中和水中的余氯。这是因为维生素 C 具有还原性,能够与具有氧化性的氯气发生化学反应,将氯气转化为无害物质。硫代硫酸钠(大苏打)也具备类似功效,每 10 公斤水加入 1 克大苏打,搅拌均匀后,水即可立即使用。不过,在使用化学中和法时,必须精确控制用量,一旦过量添加,可能会给水质带来新的不良影响。青海工业除氯氯离子穿透反渗透膜造成衰减。

金属设备的腐蚀加速氯离子(Cl⁻)是引发金属腐蚀的主要促进因子之一。其离子半径0.181nm,可穿透不锈钢钝化膜缺陷处,与基体金属(如Fe²⁺)形成可溶性氯化物,导致:碳钢:Cl⁻>300mg/L时点蚀速率超1mm/年(较纯水环境快20倍)不锈钢:304不锈钢在Cl⁻>200mg/L+60℃时应力腐蚀开裂(SCC)风险激增铜合金:诱发脱锌腐蚀,黄铜管3年壁厚损失可达40%某滨海电厂实测数据显示,循环水Cl⁻从100mg/L升至500mg/L后,碳钢换热器更换频率由5年/台缩短至1.5年/台,单台设备更换成本超¥80万。
化学沉淀法处理循环水时产生大量含氯污泥。以Ca(OH)₂为例,处理Cl⁻=500mg/L的循环水时,每吨水产生3.5kg含水率80%的CaCl₂污泥。这些污泥因含有重金属杂质被归类为危废,专业处置费用高达¥5000/吨。某电厂采用板框压滤机脱水,但滤布因CaCl₂吸湿性导致堵塞,每月需更换(成本¥2万/次)。
活性炭对循环水中Cl⁻的吸附容量普遍低于3mg/g。某石化企业采用活性炭滤塔处理旁流循环水(Cl⁻=200mg/L),运行7天后穿透,年消耗炭量达50吨(成本¥150万),但出水Cl⁻降至150mg/L。主要问题包括:1)pH>8时吸附量下降60%;2)有机物竞争吸附;3)热再生导致炭损耗20%。
除氯工艺需配合水质调节使用。
利用热水器里剩余的水,或者用壶烧水,也能够实现除氯。在加热的过程中,氯气会受热分解并挥发出去。不过,使用热水器剩余水时,要注意水温是否合适;用壶烧水时,要注意水烧开后不要长时间保温,以免水中的其他成分发生变化,影响水质。
用空气泵连续打气一天,通过曝气的方式也可以达到除氯的目的。空气泵持续向水中注入空气,使水与空气充分接触,氯气会逐渐挥发出去。这种方法适用于大量水的除氯,比如泳池水的处理,虽然耗时较长,但是成本较低,操作也比较简单。 在线监测氯浓度误差需控制在±10%。黑龙江数据中心除氯设施
氯污染使冷却塔填料寿命缩短。青海工业除氯
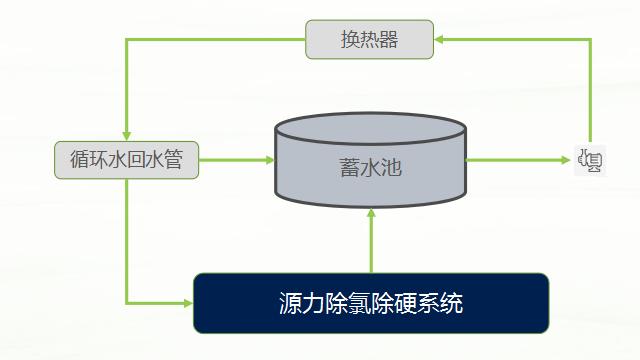
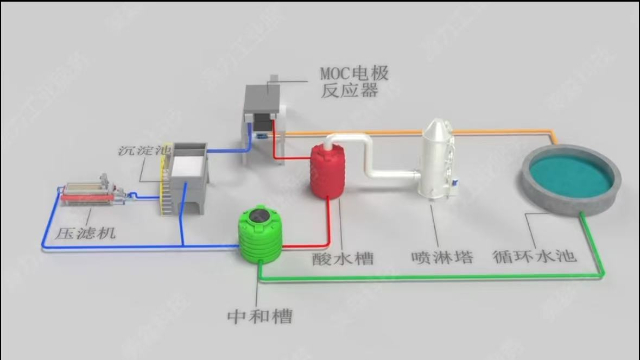
源力循环水同步除氯除硬系统,采用前沿电化学技术,搭配自主研发的MOC高效电极与复合结构设计,以酸碱分离的方式同步去除循环水中的氯离子和钙镁离子,将循环水浓缩倍数提升至10倍以上,大幅减少排污量和补水量,取代药剂法和低效电化学除垢工艺。
同步除氯除硬:防腐、除硬、杀菌一体技术,告别药剂法及传统低效电化学法。运行成本低:运行能耗是传统阴极除垢的十分之一。除垢效率高:水体析出方式除垢,比传统阴极除垢更方便高效。 青海工业除氯


- 上海工业除氯设备 2026-03-17
- 陕西吸收塔除氯除硬系统 2026-03-17
- 安徽海水淡化除氯除硬 2026-03-17
- 广东除氯需求 2026-03-16
- 湖北工业除氯除硬系统 2026-03-16
- 贵州源力循坏水除氯除硬系统 2026-03-16