- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
在汽车行业中,随着新能源汽车的快速发展,对线束加工提出了新的挑战和机遇。新能源汽车的高压系统和复杂的电子控制系统需要高性能、高可靠性的线束。线束加工企业需要针对新能源汽车的特点,研发出专门的高压线束和具备抗电磁干扰能力的线束产品。同时,要满足新能源汽车对轻量化的要求,采用新型材料和优化设计,降低线束的重量,提高汽车的续航里程。此外,还要加强与汽车制造商的合作,深入了解汽车的设计理念和需求,为新能源汽车的发展提供更加良好的线束解决方案。线束加工的电性检测用专业测试机,检测线束耐压、阻抗、短断路等性能。汽车汽车线束加工厂

随着环保理念的深入人心,线束加工行业也在积极响应环保要求。在材料选择方面,越来越多的企业倾向于使用环保型材料,如可降解的绝缘套管、无铅的端子等,以减少对环境的污染。在生产过程中,通过优化工艺流程,提高材料的利用率,减少废料的产生。对于生产过程中产生的废料,企业会进行分类回收和妥善处理,尽可能实现资源的循环利用。此外,一些企业还在积极探索更加环保的生产技术和工艺,致力于实现绿色生产,为保护环境贡献力量。汽车汽车线束加工厂依据产品的性能要求、空间限制以及使用条件等因素,专业人员运用 CAD 等设计软件,绘制线束加工图纸。

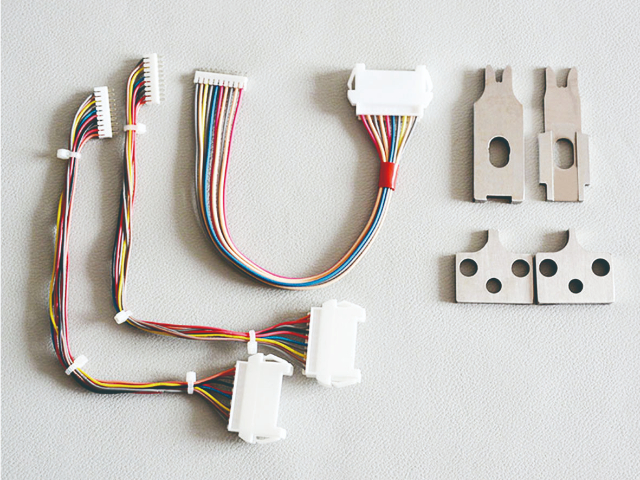
分装与组装工序的协同配合
分装是将压接好的电线按工艺要求插入护套内,为组装做准备。这一步需对不同规格的端子、护套有清晰认识,确保插入准确无误。组装则是将分装完成的小总成在图板上按回路走向拼接完成,如同搭建复杂的拼图。此过程中,要注意各部件的安装顺序与方向,确保线束布局合理、整齐。使用电动螺丝批等工具组装塑胶插头外壳时,需控制螺丝扭力,保证螺丝不露出胶壳表面且达到产品要求的紧固程度。分装与组装工序紧密协同,任何一个环节出错都可能导致线束整体结构错误,影响电气性能,只有精确配合,才能打造出符合设计要求的高质量线束产品。
线束加工-导线铆接是将不同颜色、规格的导线按照设计要求进行有序组合的关键步骤。工人需要依据设计图纸上的清晰标识,对导线进行精细配对。在铆接过程中,使用专业的铆接工具,施加适当的压力和力度,使导线之间实现牢固连接。铆接质量的好坏直接影响线束的导电性能和整体稳定性。如果铆接不牢固,会增加电阻,导致电流传输不畅,甚至可能在设备运行过程中出现断路现象。因此,在铆接后,通常会采用拉力测试等方法对铆接质量进行严格检验,确保每一处铆接都符合质量标准。线束加工的扭线夹位置要准确,使铜丝紧密缠绕,增强线束机械与电气性能。

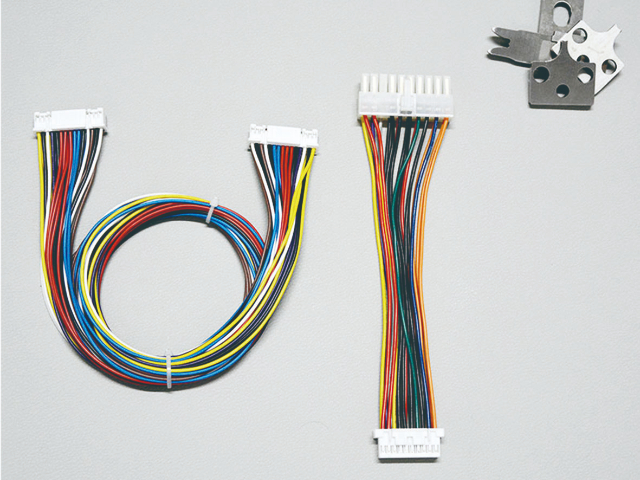
刷线与扭线的作用及操作要点
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。 线束加工中为确保铆压质量,还会进行拉力测量,通过拉扯被压着的端子与线材,切实保障产品质量。非绝缘汽车线束加工
线束加工的外观检测靠肉眼,查看外观件是否达标,有无附件缺失。汽车汽车线束加工厂
裁线工序的要点把控
裁线是线束加工的基础工序,准确度直接影响后续操作。利用电脑裁线机、多功能裁线机等设备,需严格按照工艺要求将电线裁剪至规定长度。操作时,务必确保刀具锋利,防止切伤电线表面或切断铜丝,同时控制剥皮长短误差在 ±1mm 以内。对于多根线同时加工,要注意线材松紧一致,避免因长度不一致而影响整体组装。裁好的线材需整理整齐并贴上清晰标识,注明产品型号、原线长度及两端剥皮长度等信息,以便后续工序准确取用。精确的裁线为整个线束加工流程奠定了良好开端,保障了各部件尺寸的一致性与协调性,是提高生产效率与产品质量的关键保障。 汽车汽车线束加工厂
捷福欣专注线束加工29年,拥有专业的低温线束加工技术和300+台专业加工设备,专注低温线束加工,专为极端低温环境设计,可适应-40℃至-60℃的低温工况,应用于户外低温设备、低温冷藏设备、极地作业设备等场景。低温线束加工选用耐低温特种原材料,绝缘层采用耐低温环保材料,经过专业的低温韧性处理工艺,具备良好的耐低温性、抗冻性,在低温环境下不会出现脆裂、绝缘失效等问题,保障线束正常运行。导体选用高纯度铜材,经过特殊加工处理,在低温环境下仍能保持优异的导电性能,信号传输稳定,无衰减,同时具备良好的抗干扰能力,可抵御低温环境中的电磁干扰。加工过程中严格把控裁切、压接、绝缘等环节,采用专业检测设备对耐低温...
- 防水线束加工生产加工厂 2026-05-02
- 捷福欣科技车灯线束加工团队实力 2026-05-02
- 控制车灯线束加工加工厂 2026-05-02
- 深圳捷福欣线束加工发货快吗 2026-05-02
- 找捷福欣做线束加工优化效果 2026-05-02
- 医疗设备汽车线束加工 2026-05-02
- 网络汽车线束加工 2026-05-02
- 汽车低压线束加工定制加工 2026-05-02
- 捷福欣车灯线束加工的功能改进 2026-05-02
- 汽车汽车线束加工 2026-04-02


- 铜线束加工生产厂家 2026-04-01
- 新能源仪表线束加工生产厂 2026-03-31
- 捷福欣科技车灯线束加工生产工艺特点介绍 2026-03-31
- 新能源喇叭线束加工加工厂 2026-03-31
- 深圳市捷福欣线束加工服务 2026-03-30
- 控制汽车线束加工厂家 2026-03-30

- 深圳捷福欣线束加工发货快吗 05-02
- 找捷福欣做线束加工优化效果 05-02
- 医疗设备汽车线束加工 05-02
- 电子线束焊接工艺好不好 05-02
- 网络汽车线束加工 05-02
- 汽车低压线束加工定制加工 05-02
- 捷福欣车灯线束加工的功能改进 05-02
- 捷福欣科技线束生产效率 05-02
- 捷福欣线束在航空应用 05-02
- 捷福欣科技电子线束性能提升方案分析 05-02