- 品牌
- 洁宝通
- 型号
- 齐全
- 类型
- 旋转蒸发器,真空蒸发器,薄膜蒸发器,螺旋管蒸发器,氨蒸发器
- 操作压力
- 常压,减压,加压
- 装置方式
- 立式,卧式
废液浓缩领域:低温蒸发技术在废液浓缩领域也大有可为。例如,垃圾渗滤液是一种高浓度有机废液,处理难度大。采用低温蒸发技术可以有效地对其进行浓缩处理,减少高盐、高色度、高COD以及难生物降解的浓缩液的产生。通过真空低温蒸发技术,可以对渗滤液浓缩液进行进一步的浓缩处理。在这一过程中,无机盐和易挥发物随蒸汽进入冷凝液,而一些不易挥发的污染物、重金属和固体杂质则留在浓缩液中。经过离心分离和压滤等处理措施,浓缩液得到进一步减量化,脱出的液体可返回低温蒸发器进行循环蒸发。较终,冷凝液达到排放标准或可回用,而蒸发处理后的渗滤液可浓缩至原体积的2%~10%左右。低温蒸发技术在环境保护中也有应用,可以回收废水中的有用成分,减少污染。贵阳乳化液废水低温蒸发浓缩系统

低温蒸发器的工作原理:低温蒸发器利用真空泵将蒸发室内的压力降低,使废水在较低的温度下沸腾蒸发。蒸发产生的水蒸气经过冷凝后形成蒸馏水,而废水中的污染物则被浓缩在残液中,从而实现废水的净化和浓缩。MVR蒸发器在环保方面也具有明显优势。它采用清洁能源,如工业电源,运行过程中没有任何二氧化碳排放的问题,符合环保要求。同时,通过二次蒸汽回用技术,蒸汽冷凝水的COD(化学需氧量)、BOD(生物需氧量)值以及氨氮含量远低于传统的多效蒸发器的指标,完全符合国家规定的排放标准。贵阳乳化液废水低温蒸发浓缩系统此外,低温蒸发技术还被用于废弃物处理,有助于实现资源再利用和减排目标。

低温蒸发器:原理、应用与发展随着工业技术的不断进步,蒸发器在多个领域中的应用日益普遍。本文将简要介绍低温蒸发器的原理、应用领域以及未来的发展趋势。低温蒸发器的原理低温蒸发器主要利用低温条件下物质的蒸发特性,通过降低蒸发温度来实现高效的蒸发过程。低温蒸发器通常采用制冷系统,将蒸发室温度降低到物质的沸点以下,使物质在较低的温度下发生蒸发。这种蒸发方式具有能耗低、蒸发速度快、操作稳定等优点,因此普遍应用于化工、食品、环保等领域。
垃圾渗滤液浓缩:通过离心分离和压滤等措施,浓缩液得到进一步减量化处理,脱出的液体可返回到低温蒸发器前端进行循环蒸发。较终,产生的冷凝液达到排放或回用标准。深入的研究表明,低温蒸发处理技术能有效将渗滤液中的水分离出来,同时挥发性有机酸、氨和挥发性烃会随着蒸汽进入冷凝液。而无机物、重金属和大部分有机物则残留在浓缩液中。经过处理,冷凝液中的COD、TDS与NH3-N含量均明显下降,蒸发处理工艺可将渗滤液浓缩到原体积的2%~10%左右。低温蒸发设备具有可编程控制功能,方便参数调整。
未来,低温蒸发器将在更多领域得到应用,其性能和稳定性也将进一步提升。例如,通过优化蒸发器的结构设计和提高加热装置的热效率,可以进一步提高蒸发器的蒸发能力和节能效果。同时,随着自动化和智能化技术的发展,低温蒸发器的控制系统将更加完善,实现更精确的参数控制和更高效的运行管理。此外,低温蒸发器与其他技术的结合也将为其带来新的发展机遇。例如,将低温蒸发器与膜分离技术、生物处理技术等相结合,可以形成更加高效、环保的废水处理工艺。学术界对低温蒸发技术持续进行研究,以推动其更普遍应用于各个领域。贵阳乳化液废水低温蒸发浓缩系统
低温蒸发技术降低能源消耗,符合绿色发展理念。贵阳乳化液废水低温蒸发浓缩系统
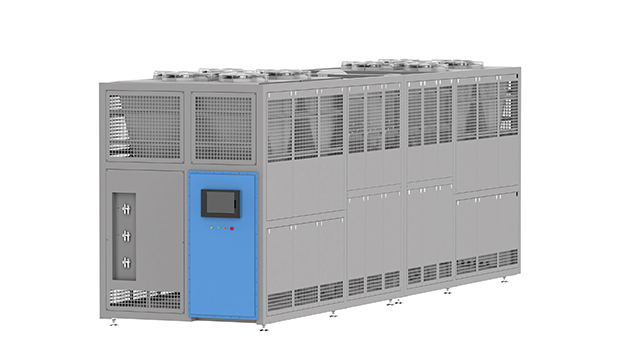
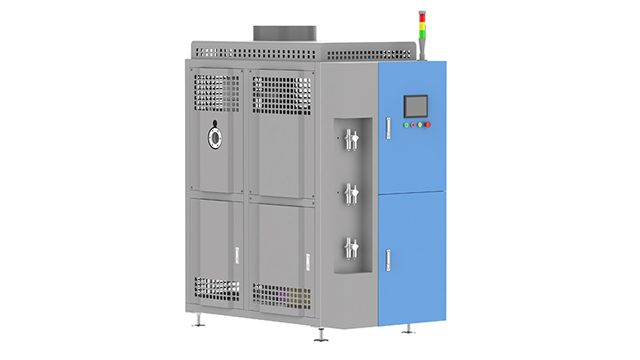
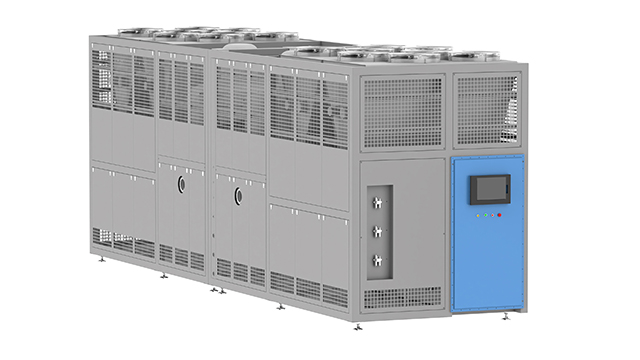
在低温蒸发器的结构中,蒸发器本体、加热装置、冷却系统以及控制系统是主要组成部分。蒸发过程启动后,废水被送入蒸发器本体的蒸发罐中。随着水泵的运行,蒸发罐内形成真空状态,此时压缩机开始工作,产生热量用于加热蒸发罐内的废水。在真空负压的作用下,废水温度逐渐升高至33℃左右,开始蒸发。蒸发出的水蒸气随后通过冷凝器,被冷却系统冷凝成液态水,较终通过水箱的溢流口排出。这一特性使得低温蒸发器能够在不消耗大量热能的情况下,有效地将废水中的水分蒸发掉,从而实现废水的浓缩。贵阳乳化液废水低温蒸发浓缩系统
低温蒸发器的应用范围:低温蒸发器在多个领域都有普遍的应用,包括化工、制药、食品以及环保等。在化工领域,它常被用于废水处理和废液浓缩;制药行业中,则主要用于药品提纯和中药提取;而食品行业则利用其进行果汁浓缩和乳品浓缩等操作。低温蒸发器的独特优势与明显特点:低温蒸发器在多个应用领域中展现出其独特的优势和明显的特点。其工作原理基于低温技术,能够在较低的温度下进行蒸发操作,从而有效保护热敏性物质。此外,它还具有操作简便、节能高效以及环保安全等特点,使得它在化工、制药、食品等多个行业中都发挥着不可或缺的作用。投资一台高效的低温蒸发设备,可以大幅提升企业的生产能力和市场竞争力。福州含油废水低温蒸发器低温蒸...
- 珠海废液浓缩低温蒸发器 2026-05-20
- 含油废水低温蒸发设备加工定制 2026-05-19
- 电镀废水低温蒸发结晶系统制造商 2026-05-19
- 宁波含酸废水低温蒸发结晶系统 2026-05-19
- 含酸废水低温蒸发结晶系统规格 2026-05-19
- 宁波电镀废水低温蒸发结晶系统 2026-05-19
- 工业清洗液废水低温蒸发设备加工定制 2026-05-18
- 江西电镀废水低温蒸发浓缩系统 2026-05-18
- 贵阳涂装喷漆废水低温蒸发浓缩系统 2026-05-16
- 含酸废水低温蒸发设备报价 2026-05-13

- 南宁重金属废水低温蒸发浓缩系统 2026-05-11
- 吉林膜处理废水低温蒸发结晶系统 2026-05-11
- 北京含溶剂废水低温蒸发浓缩系统 2026-05-11
- 含镍废水低温蒸发设备参考价 2026-05-09
- 含镍废水低温蒸发结晶系统制造商 2026-05-08
- 苏州电镀废水低温蒸发器 2026-05-08



- 珠海废液浓缩低温蒸发器 05-20
- 辛烷提纯厂商 05-20
- 氯苯提纯图 05-20
- 多功能蒸馏机定制厂家 05-20
- 含油废水低温蒸发设备加工定制 05-19
- 电镀废水低温蒸发结晶系统制造商 05-19
- 异丙醇ipa溶剂回收设备定制厂家 05-19
- 废有机溶剂回收利用参考价 05-19
- 工业酒精净化机哪家好 05-19
- 宁波含酸废水低温蒸发结晶系统 05-19