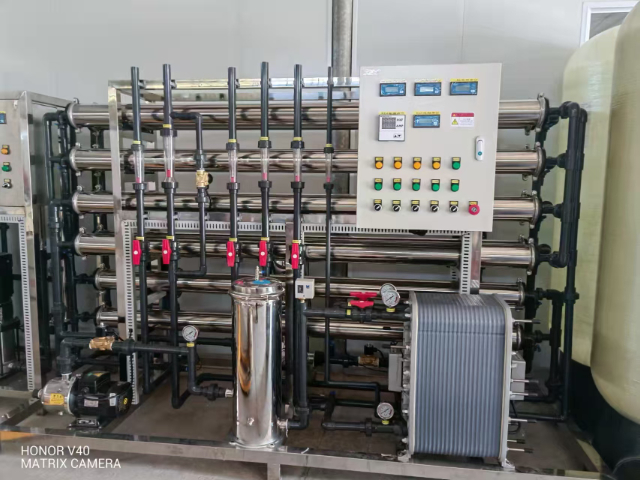
- 品牌
- 益民环保
- 型号
- 2T/H
- 适用领域
- 电子工业,化工,电镀,医药,食品饮料,多种适用
- 加工定制
- 是
现代实验室超纯水系统在工程设计上实现了重大突破,主要体现在空间利用率和智能化程度两个方面。紧凑型设计将传统需要3-5平方米的设备压缩到0.5平方米以内,部分台式机型甚至可置于实验台下。在智能化方面,新一代设备配备7英寸触摸屏,可实时显示12项水质参数,支持远程监控和数据分析。一些高级型号还搭载了AI预警系统,能根据用水量变化预测耗材寿命,准确率高达95%。在消毒灭菌方面,创新的自清洁循环系统结合254nm紫外灯和臭氧灭菌,可确保管路系统微生物水平<1 CFU/100mL。特别值得一提的是"按需供水"技术,通过精密流量传感器和变频泵控制,实现即取即用,避免储水罐二次污染风险。某国家重点实验室的对比测试显示,采用智能型超纯水系统后,水质合格率从传统系统的92%提升至99.8%,耗材更换成本降低30%,充分证明了技术创新带来的综合效益。益民环保专业工程师团队,为客户提供超纯水设备技术咨询服务。安徽工业超纯水设备厂家

全球食品工业超纯水设备市场正保持稳健增长,预计2025年市场规模将达到18亿美元,年复合增长率7.5%。这一增长主要受三大因素驱动:消费升级带来的高 品质食品需求增长、食品安全法规日趋严格,以及可持续发展理念的普及。技术发展呈现四大趋势:一是"绿色制造"方向,通过浓水回用和能量回收实现节水节能;二是"数字化管理",基于云平台的智能监控系统可降低25%运维成本;三是"柔性化生产",模块化设备可快速调整以适应不同产品线需求;四是"功能化水处理",开发具有特定功能性的工艺用水。在材料创新方面,食品级纳米抑菌涂层可有效抑制管道生物膜形成;陶瓷膜技术使过滤精度达到0.01微米。市场竞争格局正在变化:国际品牌如滨特尔、怡口面临本土企业的强劲竞争,这些国内企业凭借更贴近市场的服务和快速响应能力,正在高 端市场取得突破。未来三年,随着预制菜、功能性食品等新业态的兴起,食品超纯水设备将向更智能、更灵活、更可持续的方向发展,为食品产业升级提供关键支撑。行业专 家预测,具备AI水质预测、区块链溯源等创新功能的智能水系统将成为下一代设备的标准配置。新疆工业超纯水设备供应商家益民环保提供超纯水设备升级改造服务,提升旧设备性能。

现代电解纯水系统在技术上实现多项重大突破。预处理环节采用"电絮凝+超滤"组合工艺,可去除99.8%的胶体和重金属;反渗透系统创新使用耐酸碱复合膜,耐受pH0.5-14的极端工况;EDI模块采用三维立体电极结构,使产水电阻率波动控制在±0.3 MΩ·cm以内。在终端处理方面,创新的"紫外光催化+纳米过滤"系统将TOC稳定控制在3 ppb以下,而采用PTFE材质的分配管路彻底杜绝离子析出。目前技术突破包括:① 智能能量回收技术,节能45%以上;② 数字孪生监控平台,实现设备状态实时仿真;③ 模块化设计使系统扩容时间缩短70%。某万吨级绿氢项目的运行数据显示,采用新一代系统后电解槽效率提升2.3个百分点,纯水制备能耗降低至0.8kWh/m³。针对PEM电解等新兴技术,系统还集成超纯水脱氧单元,使溶解氧含量<10 ppb。
全球化学超纯水设备市场正迎来结构性增长,预计2027年市场规模将突破20亿美元,年复合增长率达9.2%。这一增长主要受三大动力驱动:新能源产业(如锂电、光伏)爆发式发展、半导体材料国产化替代加速,以及绿色化工政策推动的传统产业升级。技术发展呈现四大趋势:一是"零排放"技术,通过膜蒸馏和蒸发结晶实现废水100%回用;二是"数字化运维",基于工业互联网的预测性维护系统可降低30%停机时间;三是"特种分离"技术,如分子印迹膜选择性去除特定杂质;四是"小型分布式"系统,满足研发中心灵活需求。在材料创新方面,抗污染陶瓷膜将使用寿命延长至10年;自组装单分子层技术使树脂交换容量提升3倍。市场竞争格局正在重塑:国际巨头如西门子、懿华面临中国企业的强力挑战,这些本土企业凭借对细分市场的深刻理解和快速定制能力,正逐步蚕食高 端市场份额。未来五年,随着化工行业向精细化、绿色化转型,超纯水设备将向更智能、更专业、更可持续的方向发展,成为支撑化工产业升级的关键基础设施。超纯水设备采用一体化设计,安装快捷,节省空间。
半导体级超纯水系统的运维管理已进入数字化智能时代。先进的监控系统可实时追踪200+个水质参数,包括在线激光颗粒计数器(监测0.02μm粒子)、高灵敏度离子色谱仪(检测ppt级杂质)和TOC荧光分析仪。通过工业物联网(IIoT)平台,这些数据与设备运行状态信息共同构成数字孪生模型,利用机器学习算法预测膜污染趋势、优化化学清洗周期。某头部晶圆厂的实践表明,智能运维系统可将非计划停机时间缩短60%,树脂更换周期延长30%。在质量控制方面,行业普遍采用"3D水质管理"模式:纵向实现从原水到使用点的全程监控;横向覆盖所有并联处理单元的一致性;时间维度上建立长达10年的水质大数据分析库。更严格的是,对于EUV光刻工艺用水,还需执行"单晶圆追溯"制度,每片晶圆使用的超纯水都需记录完整的质量档案,这种追溯能力已成为3nm工厂的标准配置。益民环保超纯水设备采用节能设计,比传统设备节水30%以上。新疆EDI超纯水设备工厂
我们的超纯水设备产水率高,废水排放少,环保节能。安徽工业超纯水设备厂家
锂电池制造对超纯水的纯度要求极为严苛,水质直接影响电池的性能、安全性和循环寿命。根据行业标准,锂电池生产用超纯水必须满足电阻率≥18.2MΩ·cm(25℃)、总有机碳(TOC)<5ppb、金属离子(如Na⁺、K⁺、Fe³⁺)<0.1ppb等近乎极限的参数。特别是对于高镍三元、硅碳负极等先进材料体系,水中痕量杂质会加速电极副反应,导致电池容量衰减甚至热失控风险。为满足这些要求,锂电池超纯水设备通常采用"双级RO+EDI+抛光混床+终端超滤"的四级纯化工艺,其中反渗透膜需具备99.9%的脱盐率,EDI模块要求稳定输出<0.1μS/cm的纯水。更严峻的挑战在于纳米级颗粒控制——水中>0.05μm的颗粒会堵塞隔膜孔隙,因此设备需集成激光粒子计数器实时监测。随着固态电池技术的突破,对水中锂离子交叉污染的防控成为新课题,推动设备厂商开发选择性离子截留膜等创新技术。安徽工业超纯水设备厂家
- 湖南大型超纯水设备厂家 2025-10-14
- 新疆超纯水设备哪里买 2025-10-13
- 新疆生物制药超纯水设备价格多少 2025-10-13
- 浙江医疗器械超纯水设备 2025-10-13
- 湖南半导体超纯水设备工厂 2025-10-13
- 广东半导体超纯水设备 2025-10-13
- 湖南工业超纯水设备供应商家 2025-10-12
- 江苏超纯水设备销售公司 2025-10-12
- 湖北水处理超纯水设备销售公司 2025-10-12
- 新疆实验室超纯水设备价格多少 2025-10-12
- 湖北生物制药超纯水设备工厂 2025-10-12
- 江苏实验室超纯水设备价格多少 2025-10-12



