展望未来,异音异响下线检测将朝着智能化、自动化、高精度的方向发展。随着智能制造的推进,检测设备将更加智能化,能够自动识别、分析和诊断异音异响问题。自动化检测流程将大幅提高检测效率,减少人为因素的干扰。然而,这一发展过程也面临诸多挑战。一方面,如何进一步提高检测设备对复杂工况下微弱异常信号的检测能力,是需要攻克的技术难题。另一方面,随着产品更新换代速度的加快,如何快速适应新的产品结构和性能要求,及时调整检测标准和方法,也是企业面临的挑战之一。只有不断创新和突破,才能在激烈的市场竞争中立于不败之地。异响下线检测技术融合了振动检测与声音识别技术,对车辆下线时的复杂工况进行监测,确保检测无遗漏。降噪异响检测价格

异音异响下线 EOL 检测的原理异音异响下线 EOL 检测主要基于声学原理和振动分析技术。声学传感器被巧妙地布置在车辆的关键部位,如发动机舱、底盘、车内等,用来精细捕捉车辆运行时产生的各种声音信号。同时,振动传感器也发挥着重要作用,它能感知车辆部件的振动情况。因为声音本质上是物体振动产生的机械波,通过对这些声音和振动信号进行采集、放大、滤波等处理后,再运用先进的信号分析算法,将实际采集到的信号与预先设定好的正常信号模型进行对比。一旦检测到信号超出正常范围,系统就会判定存在异音异响,进而确定异常的位置和类型,为后续的维修和调整提供准确依据。NVH异响检测供应商家异响下线检测技术通过传感器布置与先进算法,能快速捕捉车辆下线时细微异常声响,发现潜在故障隐患。

异音异响下线 EOL 检测与质量追溯体系异音异响下线 EOL 检测是汽车质量控制的重要环节,与质量追溯体系紧密相连。当检测发现车辆存在异音异响问题时,通过质量追溯体系,可以迅速追溯到该车辆的生产批次、零部件供应商、生产线上的各个工序以及操作人员等信息。这有助于企业快速定位问题根源,采取针对性的措施进行整改。例如,如果发现某一批次的零部件导致车辆出现异音异响,企业可以及时与供应商沟通,要求其改进生产工艺或更换零部件;对于生产线上的操作问题,可以对相关操作人员进行培训和纠正。同时,质量追溯体系还能为企业积累大量的质量数据,通过对这些数据的分析,企业可以不断优化生产工艺和质量控制流程,提高产品质量的稳定性和可靠性。
检测过程中的环境因素影响在异音异响下线 EOL 检测过程中,环境因素对检测结果有着不可忽视的影响。温度、湿度、气压等环境条件的变化,都会改变声音的传播特性和物体的振动特性。例如,在低温环境下,车辆的零部件可能会因为热胀冷缩而出现间隙变化,从而产生额外的异音异响。同时,湿度较高时,可能会导致电气部件受潮,引发异常的电磁噪声。此外,外界的噪音干扰也会严重影响检测的准确性。如果检测场地周围有大型机械设备运行或交通流量较大,这些外界噪音会混入车辆的异音异响信号中,使检测人员难以准确判断车辆本身是否存在问题。因此,在检测过程中,要尽量控制环境因素的影响,保持检测环境的稳定性,或者通过技术手段对环境因素进行补偿和修正,以确保检测结果的可靠性。异响下线检测,于产品下线前开展。运用声学传感器,采集产品运行声音。经专业软件分析,保障产品声学品质。

检测流程的精细化管理:高效的异音异响下线检测离不开科学合理的流程。首先,在产品进入检测区域前,要确保检测环境安静,避免外界噪声干扰。检测人员需严格按照操作规程,将产品调整至正常运行状态。检测过程中,多种检测设备协同工作,实时采集声音和振动数据。数据采集完成后,利用专业的检测软件对数据进行快速分析,一旦发现异常,系统会立即发出警报。同时,检测人员会对异常产品进行二次检测,进一步确认问题的真实性。对于确定存在异音异响的产品,会被标记并送往专门的维修区域进行故障排查和修复,整个流程环环相扣,确保检测的准确性和高效性。新投入使用的自动化设备极大地提高了异响下线检测的效率,能快速且精地识别出车辆的各类异响问题。降噪异响检测价格
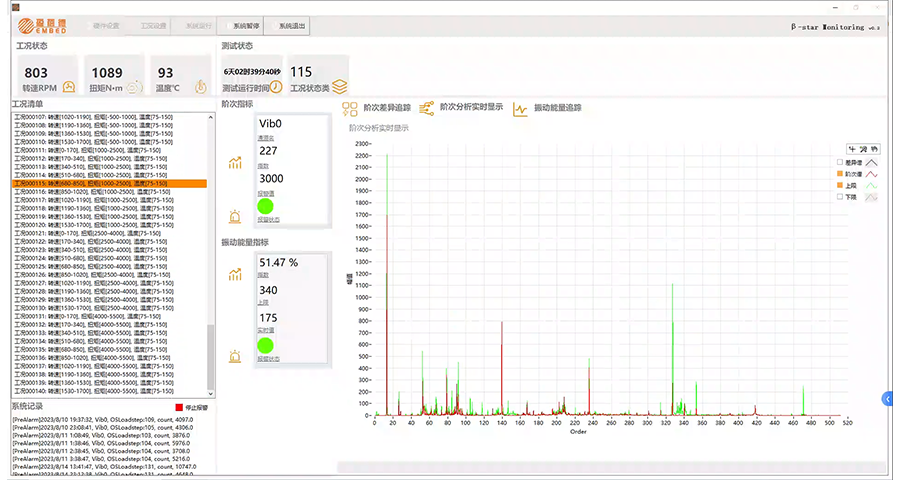
先进的异响下线检测技术,通过对采集声音的频谱分析,能快速定位引发异响的部件,提升检测效率与准确性。降噪异响检测价格
制动系统的异响下线检测直接关系到行车安全。车辆制动时,若发出尖锐的 “吱吱” 声,常见原因是制动片磨损过度,其表面的摩擦材料已接近极限,制动片的金属背板与制动盘直接摩擦产生了这种刺耳声响。检测人员在车辆下线前,会对制动系统进行***检查,包括制动片厚度测量、制动盘平整度检测等。制动异响若不及时处理,不仅会降**动效果,还可能对制动盘造成不可逆的损伤,危及行车安全。一旦发现制动片磨损超标,需立即更换符合规格的制动片,同时对制动盘进行打磨或修复,确保制动系统在工作时安静、可靠,车辆达到安全下线标准。降噪异响检测价格