
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
面临的挑战1T反渗透设备在实际应用中可能会面临以下挑战:水质变化:不同地区的水质差异较大,可能会影响设备的处理效果。设备寿命:频繁的使用和不当的维护可能会缩短设备的使用寿命。运行成本:高效的水处理设备往往伴随着较高的运行成本。环保要求:设备的排放标准需要符合当地的环保法规。1T反渗透设备作为一种新型的水处理设备,以其高效的处理能力和广泛的应用场景受到了众多企业和个人的青睐。通过对设备的原理、选型、安装维护以及面临的挑战的全方面了解,用户可以更好地利用这一技术,确保水质的安全和健康。同时,面对未来的挑战,相关行业也需要不断创新和改进,以适应不断变化的市场和环境要求。反渗透设备的出水水质稳定,不受原水水质波动的影响。上海双极反渗透设备销售
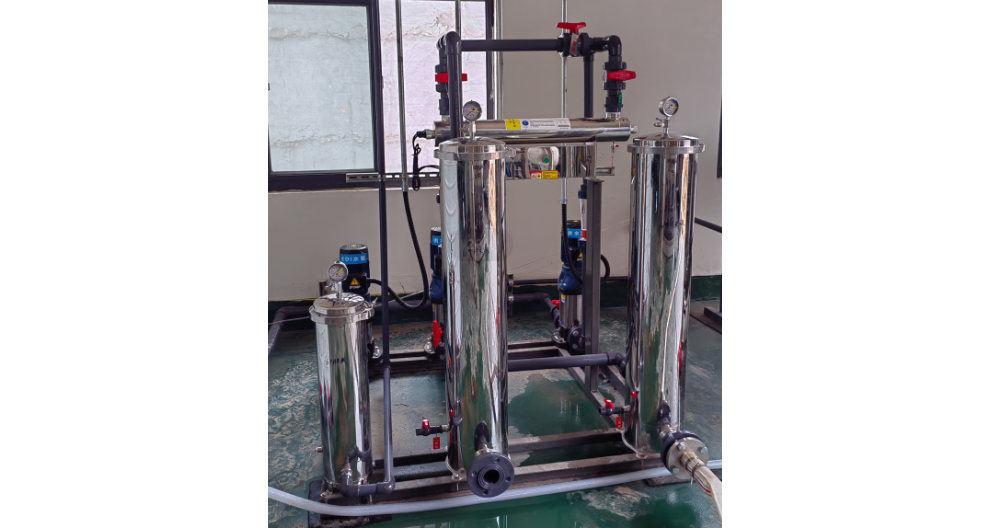
反渗透设备
优点与特点长寿命:脂润滑装置的寿命通常较长,因为润滑脂的粘稠性和稳定性使其能够在摩擦表面形成稳定的油膜,减少磨损和摩擦。简便易行:相对于油润滑系统,脂润滑装置的维护更加简便。不需要频繁更换油液,只需要定期添加或更换润滑脂即可。节能环保:由于脂润滑装置使用的润滑脂通常是半固体状物质,因此不会像油液一样泄漏和飞溅,对环境的影响较小。适用范围广:脂润滑装置适用于各种不同类型的机械设备,如轴承、链条、齿轮等。同时,由于其简便易行的特点,也适用于一些小型设备和移动设备。成本低:相对于油润滑系统,脂润滑装置的制造成本较低,维护成本也较低。此外,由于其寿命长,因此总体成本较低。二级反渗透设备批发反渗透设备能够去除水中的氯化物等有害物质,保证水质安全无害。
RO反渗透设备的优势RO反渗透设备具有以下优势:(1)高效性:RO反渗透设备能够去除水中的各种溶质和杂质,得到纯净的水,水质稳定且出水流量大。(2)环保性:RO反渗透设备不使用化学药剂,不会产生废水和污染物,具有较好的环保性能。(3)自动化程度高:RO反渗透设备采用先进的自动化控制技术,能够实现设备的自动化运行和控制,提高设备的运行效率和水质稳定性。(4)使用寿命长:RO反渗透设备使用的反渗透膜具有较长的使用寿命,能够保证设备的长期稳定运行。
应用领域一级反渗透设备的应用范围十分普遍,包括但不限于电力行业的锅炉补给水处理、电子行业的超纯水制备、医药行业的注射用水生产、食品饮料行业的原料水处理、海水淡化以及市政污水处理等。在这些领域,反渗透设备因其出色的除盐、除菌能力而备受青睐。优缺点分析反渗透技术的优点主要体现在以下几个方面:高效的除盐能力,能够有效去除水中的多种污染物;系统运行稳定,维护相对简单;节能效果明显,尤其在与能量回收装置配合使用时。然而,该技术也存在一些局限性,例如对预处理要求较高,对操作管理有一定的专业性要求;此外,膜的寿命和清洗频率也会直接影响到设备的运行成本。反渗透设备能够去除水中的溶解性固体,使水质更加清澈透明。

反渗透技术,作为一种高效的水处理方法,在现代工业、生活用水以及环境保护中发挥着举足轻重的作用。它利用半透膜的选择渗透性,对溶液施加高于其渗透压的压力,从而使得溶剂(通常是水)从高浓度溶液向低浓度溶液逆向流动,达到分离、浓缩、提纯和脱盐的目的。一级反渗透设备的重心技术在于半透膜的功能。半透膜具有只允许水分子通过而阻挡大多数溶质(如盐分、细菌、病毒等)的特性。在自然条件下,水通过半透膜从纯水侧流向盐水侧是受到渗透压驱动的。而在反渗透过程中,我们人为地施加一个高于渗透压的压力,迫使水分子逆流,即从盐水侧流向纯水侧,实现净化效果。这一过程如同大自然中的“逆水行舟”,需要克服自然界的渗透规律,故而称为“反渗透”。反渗透设备在制药、电子、化工等行业有着广泛的应用前景。嘉兴餐饮反渗透设备价格
反渗透设备在电子行业有着重要的应用,为电子产品的制造提供了高质量的水源。上海双极反渗透设备销售
反渗透设备的生产需要很高的技术。反渗透是一种高效的水处理技术,通过半透膜将溶液中的溶质与溶剂分离。在反渗透设备中,高压泵将待处理的水通过半透膜过滤器进行过滤,从而去除其中的离子、微生物和有机物等杂质。要生产高质量的反渗透设备,需要掌握以下关键技术:膜材料选择和制备:选择合适的半透膜材料,并掌握其制备工艺,以确保膜的高效过滤性能和稳定性。膜组件设计和制造:设计合适的膜组件结构,包括膜片、支撑层和密封件等,并采用先进的制造工艺进行加工和组装。高压泵设计和控制:设计合适的高压泵,以提供足够的压力推动水通过膜过滤器,同时实现流量和压力的精确控制。自动化控制系统:开发先进的自动化控制系统,实现对反渗透设备的自动运行、监测和故障诊断等功能。质量控制和测试:建立严格的质量控制体系,对生产过程进行监控和检测,确保设备的性能和可靠性符合标准要求。以上只是反渗透设备生产中的一些关键技术要点,实际上还涉及到材料科学、流体力学、机械工程等多个领域的知识。因此,反渗透设备的生产需要高水平的技术团队和先进的生产设备,以确保产品的质量和性能达到好的水平。上海双极反渗透设备销售

在饮用水与饮料行业,水源的品质直接决定产品的生命线,反渗透设备是保障水质安全的重心防线。无论是市政自来水还是天然水源,都不可避免地含有微生物、重金属、有机物等杂质,这些杂质不仅影响口感,更可能危害消费者健康。以瓶装水生产为例,原水需先经过预处理去除大颗粒杂质和异味,再进入反渗透主机,通过半透膜的精密过滤,彻底去除水中的细菌、病毒、大肠杆菌等微生物,以及铅、汞、砷等重金属离子,同时降低水中的溶解性总固体,使水质达到饮用纯净水标准。部分矿泉水生产,还会在反渗透后增加矿化环节,补充人体所需的矿物质,既保障安全,又兼顾口感与营养。在饮料生产中,反渗透技术的应用更为多元。果汁饮料生产时,反渗透可用于原料...
- 南京1T反渗透设备销售 2026-04-21
- 上海单级反渗透设备系统 2026-04-21
- 杭州1T反渗透设备维保 2026-04-21
- 常州RO反渗透设备厂家 2026-04-21
- 杭州EDI反渗透设备销售 2026-04-21
- 广东游泳池反渗透设备供应商 2026-04-21
- 无锡游泳池反渗透设备哪家好 2026-04-21
- 无锡餐饮反渗透设备多少钱 2026-04-21
- 昆山游泳池反渗透设备组成 2026-04-21
- 无锡1T反渗透设备批发 2026-04-21



- 四川1T反渗透设备系统 2026-04-20
- 广东双极反渗透设备厂家 2026-04-20
- 食品反渗透设备工程 2026-04-20
- 四川二级反渗透设备维保 2026-04-20
- 河北食品反渗透设备设计 2026-04-20
- 河北单级反渗透设备 2026-04-20




- 上海板式过滤器销售 05-01
- 嘉兴板式过滤器工作原理 05-01
- 温州过滤器供应商 05-01
- 无锡卷帘型空气过滤器销售 05-01
- 杭州手动卷帘式空气过滤器厂家 05-01
- 温州袋式空气过滤器工作原理 05-01
- 昆山手动卷帘式空气过滤器种类 05-01
- 安徽风管式卷帘过滤器滤芯 05-01
- 温州过滤器种类 05-01
- 嘉兴卷帘式空气过滤器滤芯 05-01