- 品牌
- 上海蔚亚
洁净室或洁净设施温、湿度测定,通常分为两个档次:一般测试和综合测试。一个档次适用于处于空态的交竣验收测试,第二个档次适用于静态或动态的综合性能测试。这类测试适用于对温度、湿度性能要求比较严格的场合。本检测在气流均匀性检测之后和空调系统调整之后进行。进行这项检测时,空调系统已经充分运转,各项状况已经稳定。每个湿度区至少设置一个湿度传感器,并且给传感器充分的稳定时间。所做测量应适合实际使用的目的,待传感器稳定之后才开始测量,测量时间不少于5分钟。洁净室是指将一定空间范围内之空气中的微粒子、有害空气、细菌等之污染物排除。山东口罩生产车间环境检测规范性强
B.2.1.2计数效率测量U描述符所用体系的计数效率应落在图B.1的阴影之内[1]。该阴影区为性能达标区,其中心对应的选定粒径超微粒子的计数效率为50%,粒径示为U。超微粒径U的允差为土10%,见图B.1中的1.1U和0.9U。这一计数效率允差的规定,是基于对扩散元件透过率的计算,该扩散元件对粒径大于选定超微粒径10%的粒子的透过率不低于40%,对粒径小于选定超微粒径10%的粒子的透过率不高于60%。若离散粒子计数器(DPC)或凝聚核计数器(CNC)的计数效率曲线落在图B.1阴影区之外的右侧,则不能用其测量或验证U描述符。若曲线落在阴影区之外的左侧,则可使用B.2.1.3介绍的粒径限制器来降低计数效率。此时,经改进的离散粒子计数器或凝聚核计数器的计数效率就成为原计数器的计数效率与粒径限制器透过率的乘积。河北消毒液净化车间环境检测诚信推荐定期对洁净室管理人员进行培训和考核,提升其专业素养。

6.2.1洁净室(区)与周围的空间必须维持一定的压差,并应按工艺要求决定维持正压差或负压差。6.2.2不同等级的洁净室之间的压差不宜小于5Pa,洁净区与非洁净区之间的压差不应小于5Pa,洁净区与室外的压差不应小于10Pa。6.2.3洁净室维持不同的压差值所需的压差风量,根据洁净室特点,宜采用缝隙法或换气次数法确定。6.2.4送风、回风和排风系统的启闭宜联锁。正压洁净室联锁程序应先启动送风机,再启动回风机和排风机;关闭时联锁程序应相反。负压洁净室联锁程序应与上述正压洁净室相反。6.2.5非连续运行的洁净室,可根据生产工艺要求设置值班送风,并应进行净化空调处理。
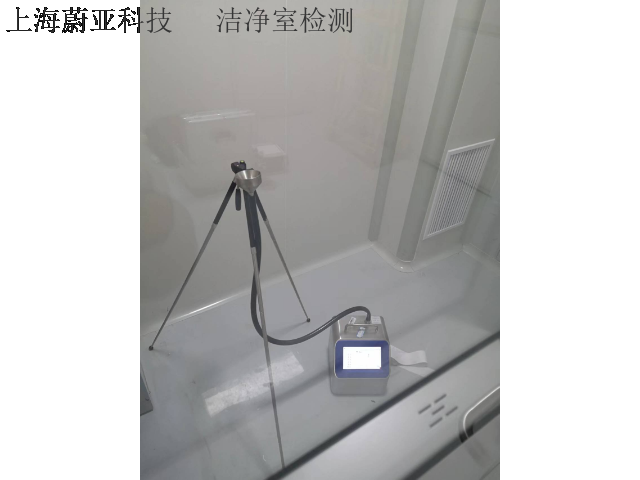
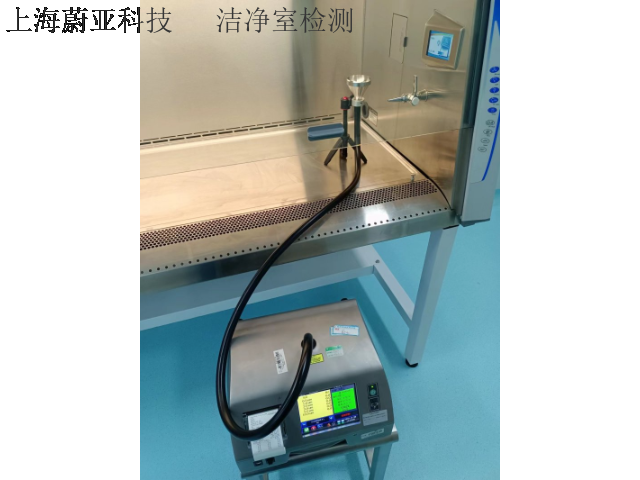
B.3.3.3.2离散粒子计数器(DPC)测量使用离散粒子计数器测量大粒子的方法与B.1中的空气悬浮粒子计数方法基本相同,不同点只有一处,由于只需要大粒子的计数数据,因此对1μm以下粒子的仪器灵敏度无要求。注意离散粒子计数器的样本需是直接采自采样点的空气;计数器采样管的长度不得超过1m;离散粒子计数器的采样流量至少0.00047m/s。单向流洁净室中,计数器采样口的尺寸应适应等动力采样。在非单向流区域,离散粒子计数器的采样口应朝上,采样口直径应不小于30mm。设定计数器的粒径范围,使其只测量大粒子。为了保证所测粒子的浓度不大于出现重叠误差的浓度,应保留一个低于5μm(见GB/T25915.1-2010中表1)的粒径档。将这个小于5μm粒径档的浓度数据加到大粒径数据中,浓度之和不应超过所用粒子计数器比较大浓度建议值的50%。洁净室检测应建立档案,记录每次检测的情况和结果。
1当生产工艺对温度和湿度有特殊要求时,食品工业洁净用房的温度和湿度应根据工艺要求确定。2当生产工艺对温度和湿度无特殊要求时,I级、Ⅱ级洁净用房温度应为20℃~25℃,相对湿度应为30%~65%;Ⅲ级、Ⅳ级洁净用房温度应为18℃~26℃,相对湿度应为30%~70%。4.3.2食品工业洁净用房应根据生产要求提供照度,并应符合下列规定:1检验场所工作面混合照明的最低照度不应低于500lx,加工场所工作面一般照明的最低照度不应低于200lx。2辅助工作室、走廊、缓冲室、人员净化和物料净化用室一般照明的照度值不宜低于100lx。3对照度有特殊要求的生产部位可设置局部照明。4.3.3I级洁净用房的噪声级(静态)不应大于65dB(A),其他等级洁净用房噪声级(静态)不应大于60dB(A)。洁净室内有通风柜时,宜置于工作区气流的下风侧,以减少对室内的污染。北京洁净室环境检测哪家好
通过定期检测,可以及时发现并解决洁净室中的污染问题。山东口罩生产车间环境检测规范性强
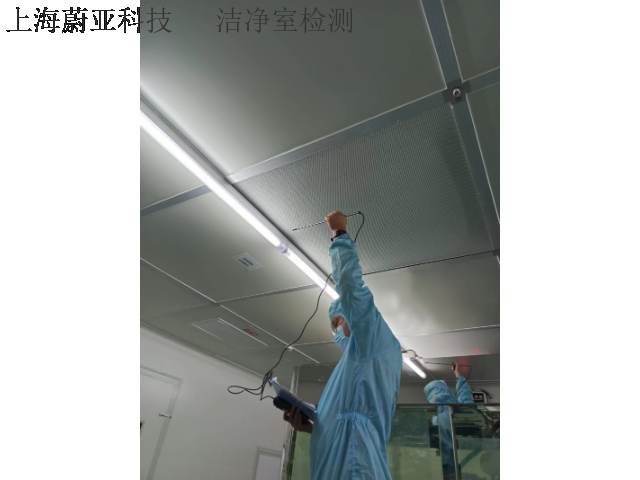
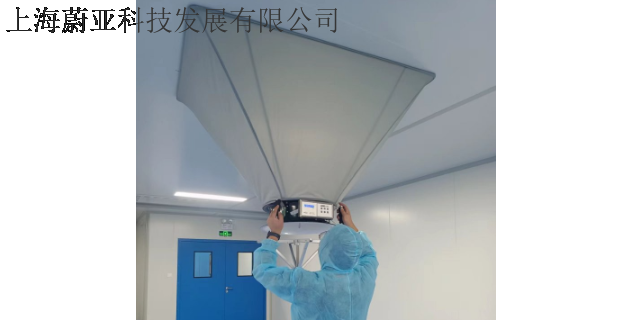
3.压差检测:洁净室与外界环境的压差是保持洁净室内洁净度的重要因素。压差检测通过对洁净室各区域的压差进行测量,确保洁净室内部与外部环境的压差符合规定要求,从而防止外部污染物进入洁净室。4.气流速度检测:洁净室内的气流速度对于维持洁净度至关重要。气流速度过快可能导致尘埃粒子飞扬,而气流速度过慢则可能导致尘埃粒子沉积。因此,气流速度检测是评估洁净室气流组织情况的重要手段。5.表面洁净度检测:洁净室内的各种表面,如墙壁、地面、设备外壳等,也是尘埃粒子容易沉积的地方。表面洁净度检测通过对这些表面的尘埃粒子数量进行检测,评估洁净室内部表面的洁净情况。山东口罩生产车间环境检测规范性强
浮游菌检测浮游菌检测是评估洁净室生物污染程度的关键检测项目,尤其在制药、食品、医疗器械等对微生物控制要求极高的行业,浮游菌检测结果直接关系到产品的安全性和有效性。检测原理是利用空气采样器,以恒定的流量抽取洁净室内空气,使空气中悬浮的微生物粒子收集到装有琼脂培养基的培养皿上。采样过程需严格遵循无菌操作规范,采样人员需穿戴符合洁净室等级要求的无菌服、口罩、手套等防护装备。采样点的布置与空气尘埃粒子检测类似,但需考虑微生物易滋生的区域,如墙角、设备缝隙等。采样时间根据空气采样器的流量和预期的微生物浓度而定,一般每个采样点的采样时间在10-30分钟不等。采样结束后,将培养皿置于适宜的温度(通常为30-...
- 北京排风柜检测诚信推荐 2025-06-13
- 口罩生产车间环境检测哪家好 2025-06-13
- 湖北洁净室检测哪家好 2025-06-13
- 江西消毒液净化车间环境检测方便客户 2025-06-13
- 山东消毒液净化车间环境检测服务至上 2025-06-13
- 安徽电子厂房环境检测值得推荐 2025-06-13
- 山东电子厂房环境检测优化价格 2025-06-13
- 湖南电子厂房环境检测方便客户 2025-06-13
- 北京实验室环境检测方便客户 2025-06-13
- 福建排风柜检测优化价格 2025-06-12


- 上海洁净室检测诚信推荐 2025-06-12
- 湖北洁净工作台检测服务至上 2025-06-12
- 浙江排风柜检测方便客户 2025-06-12
- 北京洁净工作台检测技术好 2025-06-12
- 北京口罩生产车间环境检测技术好 2025-06-11
- 河北消毒液净化车间环境检测认真负责 2025-06-11



- 台州项目风管漏风量检测流程 12-24
- 青岛风管漏风量检测技术好 12-24
- 江苏风管漏风量检测服务商 12-24
- 宝山区项目风管漏风量检测周期 12-24
- 黄浦区项目风管漏风量检测频率 12-24
- 湖州风管漏风量检测 12-24
- 温州项目风管漏风量检测服务至上 12-24
- 上海工程风管漏风量检测服务 12-24
- 金山区工程风管漏风量检测认真负责 12-24
- 上海工程风管漏风量检测范围 12-24