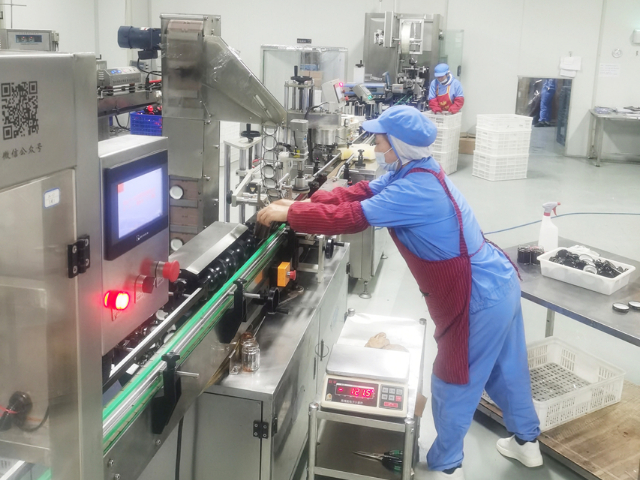
稻盛食品调味酱汁车间占地面积达20000平方米,宽阔的空间为各类调味酱汁生产设备的合理安置以及生产流程的顺畅运行提供了充足条件。在设备配置方面,车间内配备了多台先进的生产设备,以满足不同生产环节的需求。拥有 500kg 和 2 吨的自动炒锅各10 台,这些自动炒锅具备高效的搅拌和加热功能,能够控制炒制温度和时间,确保调味酱汁在炒制过程中受热均匀,从而保证产品的口感和品质一致性 。全自动罐装设备和全自动调味酱汁瓶装生产线各3 条,实现了调味酱汁从罐装到瓶装的自动化生产,提高了生产效率,同时也减少了人工操作可能带来的污染,保障了产品的卫生安全。调味酱汁可以提升菜品的艺术性和观赏性,使菜品更具卖点。餐饮调味酱汁工厂定制

调味酱汁生产在稻盛食品的产品体系中占据着重要地位,是公司实现产品多元化和差异化发展的关键环节。公司丰富多样的产品线中,调味酱汁类产品凭借其独特的口味和多样的适用性,成为众多客户的选择,在市场中拥有较高的市场份额。例如,公司研发的特色烧烤调味酱汁,以其浓郁醇厚的味道,满足了消费者对于烧烤美食独特风味的追求,不仅在家庭烹饪中备受欢迎,还被众多烧烤店、餐厅等餐饮企业大量采购,成为这些商家提升菜品品质和吸引力的重要调味酱汁。餐饮调味酱汁工厂定制调味酱汁可以有效地掩盖食材的异味,使其口感更加鲜美。

据智研咨询数据显示,中国调味酱市场规模逐年攀升,2022 年达到 868.68 亿元。据艾媒咨询数据,预计到 2024 年,中国调味品市场规模将达到 6871 亿元,其中调味酱的市场容量将达到 204.8 亿元。未来几年,中国调味酱汁市场规模的增长趋势预计不会明显放缓,在多种因素的推动下仍有较大的增长空间,主要分析如下,消费需求持续提升,饮食观念转变,随着居民收入和消费水平的提高,人们对饮食的品质和口味追求不断提升,更愿意尝试各种不同风味的调味酱汁来丰富饮食体验,为调味酱汁市场提供了持续的消费动力。
调味酱汁冷却效率方面,冷却线表现出色。以 500 毫升装的调味酱汁包装为例,从炒制完成后的高温状态冷却到适宜的罐装温度,需5分钟,相较于传统的单一冷却方式,冷却时间缩短了1000%。快速的冷却速度能够有效减少调味酱汁在高温状态下的停留时间,避免因高温导致的调味酱汁变质、口感变差等问题。而且,冷却线还配备了智能化的温度控制系统,能够实时监测调味酱汁的温度,并根据温度变化自动调整冷却参数,确保调味酱汁在整个冷却过程中温度均匀下降,保证了产品质量的稳定性。调味酱汁可以简化烹饪过程,节省时间和精力。
调味酱汁储存环境的湿度控制上,车间也采取了严格的措施。将储存环境的相对湿度控制在 40% - 60% 之间,避免因湿度过高导致调味酱汁吸湿变质,影响产品的口感和质量。为了保持适宜的湿度,储存仓库配备了先进的除湿设备和通风系统,能够根据环境湿度的变化自动调节,确保储存环境的湿度稳定。在储存方式上,采用了分类存放的原则。将不同种类、不同批次的调味酱汁分别存放,避免相互混淆和交叉污染。同时,按照先进先出的原则进行货物管理,确保先入库的产品先出库销售,避免产品因长时间存放而超过保质期。调味酱汁大规模生产和库存管理,降低生产成本,同时也方便消费者购买和储存。低脂调味酱汁工厂定制
调味酱汁可以改善一些食材的口感,使其更加嫩滑或酥脆。餐饮调味酱汁工厂定制
调味酱汁的储存条件和方式对产品质量有着至关重要的影响。稻盛食品调味酱汁车间严格遵循科学的储存原则,确保产品在储存过程中的质量稳定。在储存温度方面,根据不同调味酱汁的特性,设定了适宜的储存温度范围。一般来说,常温储存的调味酱汁产品,储存温度控制在 15℃ - 25℃之间,在这个温度范围内,调味酱汁的品质能够得到较好的保持,微生物的生长繁殖也能得到有效抑制。对于一些对温度较为敏感的调味酱汁,如某些含有益生菌或易变质的调味酱汁,则采用低温冷藏储存,储存温度控制在 2℃ - 8℃之间,通过低温环境,减缓调味酱汁的化学反应速度,延长产品的保质期。餐饮调味酱汁工厂定制