数控钢筋弯曲中心产品简介:PLC采用德国西门子,信号畅通,反馈准,编码器和伺服电机采用****,线数高,信号反馈准,保证了钢筋弯曲角度精细,其它元器件采用国内****正泰电器。数控钢筋弯曲中心具有在一个工作循环内同时进行双向弯曲的功能,两个弯曲主机可单独也可同时工作,只需一次夹紧,**提高生产效率,降低工人劳动强度。广泛应用于桥梁建筑等工程的钢筋加工中。ZJBC2-V32数控钢筋弯曲中心该设备具有对建筑用12-32mm直条钢筋实现自动化弯曲的**装备。在一个工作循环内同时进行双向弯曲的功能,两个弯曲主机可单独也可同时工作,只需一次夹紧,**提高生产效率,降低工人劳动强度。广泛应用于桥梁建筑等工程的钢筋加工中。数控钢筋弯曲中心产品特点:智能化操作、采用模块化输入,对操作人员素质要求不高。加工长度,角度调整简单容易。伺服PLC控制,计算机编程,可存储几百种图形。双向数控移动弯曲,也可单机头**动作。生产效率高,平均每日加工量5500根/1人,可代替22名工人,是传统加工设备产量的10倍以上,降低人工成本。成品加工误差小,材料损耗低。降低材料成本。齿轮齿条式移动结构,噪音小,维修方便。可实现0-180度钢筋弯曲弯曲机头移动由伺服电机驱动;天津减少人工的数控钢筋弯曲中心生产厂家
是传统加工设备产量的10倍以上。数控钢筋将设备的组件置于非工作组状态。2断开主电源开关。3锁好控制柜和控制台,并将钥匙放在安全的地方。4在设备容易生锈的地方涂防锈油。5用塑料或绉布覆盖机器。随着社会经济的不断发展和精细化管理的不断深化,传统的简单钢材加工方法和诸多不利因素受到了相当大的制约。数控加工技术与传统加工技术相比的优势也十分突出。目前,国内铁路建设的钢材加工技术还比较落后,设备和手段普遍陈旧。传统的方法主要是手工和手工,生产效率低、耗时长、零件质量差、劳动强度大、成本高。在一定程度上制约了工程质量,同时钢筋加工也成为制约现代施工进度的瓶颈。数控钢筋加工设备采用高人机亲和力的高智能数控系统,按预先设定的程序加工所需的钢筋。充分保证了钢筋的定尺、矫直、切割、弯曲精度,具有一次弯曲合格率高的特点;数控钢材加工工艺精度高,能耗**降低,相应的设备流程布置合理。真正拥有,节省时间、劳力、材料和土地。生产效率大幅度提高,操作人员劳动强度大幅度降低,经济效益和社会效益大幅度提高,钢筋标准化操作水平提高和提高,推广应用价值。云南绿色环保的数控钢筋弯曲中心一体化可储存100种形状,加工时调用即可,创新夹具设计,弯马蹄筋更方便。

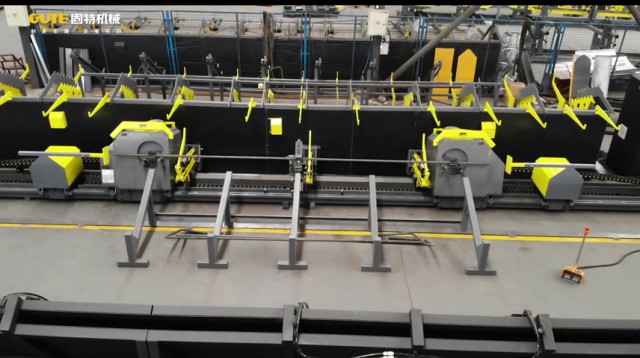
LSW32T斜式数控钢筋弯曲中心参数、特点一、产品概述特点:纵观现在国内外立式弯曲中心使用情况,普遍存在上料、取料费事、费时等问题,因剪切钢筋大小、长度不同,从而操作工取放钢筋进行弯曲操作占用时间多,偶尔还需两人操作。本产品综合技术的运用,一键按钮、一人操作,实现全自动化;能够把综合错乱堆叠的钢筋实现自动分料、上料、定量、定尺、过渡料杆放料,自动弯曲成型,人工取放产品即可。解决同类立式弯曲中心产品存在的上料、取料费事、费时、人工量等问题,提高工作效率,安全系数高,产品量产化更规范。产品涉及建筑、隧道、桥梁、公路等工程施工实用设备,特别适合建筑、隧道、桥梁工程施工时钢筋产品的自动化需求。二、特点:1、拓展面广,与数控钢筋剪切生产线、数据钢筋锯切生产线配套等使用。2、配置自动上料架机构,自动喂料。3、配置自动上料机;自动排料、分料、定量。4、配置自动机械手装置。5、自动定尺、挡料、对齐小车机构6、自动储存钢筋成品料仓。7、新技术综合运用,一键操作,解决人工辅助、操作问题,做到上料、喂料、取料、放料、储料一体自动化功能,真正解决人工,节约成本、提升产品的质量、产量、效率等。
四机头数控钢筋弯曲中心为满足客户的多功能要求而研制开发,是数控双机头立式钢筋弯曲中心的升级版本,在两个弯曲主机的基础上又增加了两个移动式弯曲主机,并相应增加的储料、输料的长度;一般用于铁路、公路、电力、市政、桥梁和预制等建设领域。1.弯曲和行走均采用品牌伺服电机驱动,确保设备运行稳定,控制加工精度在1mm以内。2.钢筋中间夹紧机构采用气缸夹紧,气动结构后期故障率低,使用寿命长。4.钢筋加持机构采用柔性钢筋锁紧机构,保证在夹紧钢筋的同时不损伤钢筋。5.行走采用齿条齿轮啮合传动方式,保证了机头行走稳定性,行走尺寸更加准确。6.采用齿轮二级减速结构,使传动方式更加稳定,缩短设备中心距,保证可满足更多图型加工;7.采用PLC控制系统,放入钢筋后可直接弯曲,缩短机头行走浪费的时间。8.操作系统具有柔性安全保护功能,保证设备在误操作后尽量不会损伤器械。够把综合错乱堆叠的钢筋实现自动分料、上料、定量、定尺、过渡料杆放料;

数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速4.采用气缸驱动设备中间夹持器压紧钢筋,钢筋定位牢固准确,确保弯曲精度5中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.**度移动轨道,***。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,***。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。11.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。5、自动定尺、挡料、对齐小车机构;贵州哪里有数控钢筋弯曲中心设备
钢筋弯曲长度实现数字控制,机头移动响应快,定位精度高。天津减少人工的数控钢筋弯曲中心生产厂家
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。天津减少人工的数控钢筋弯曲中心生产厂家